数ブラウズ:18 著者:サイトエディタ 公開された: 2019-08-29 起源:パワード
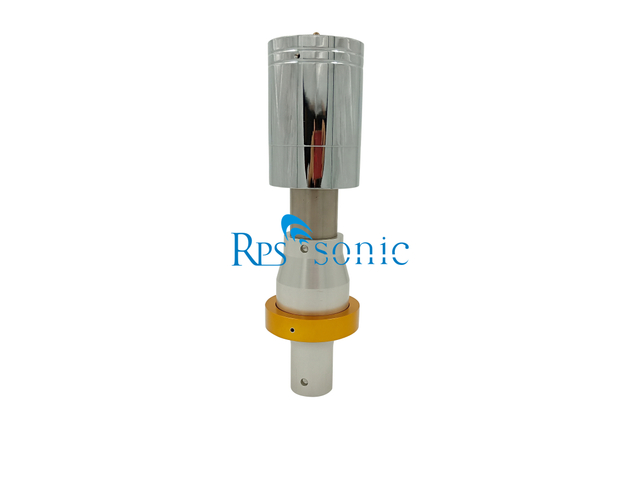
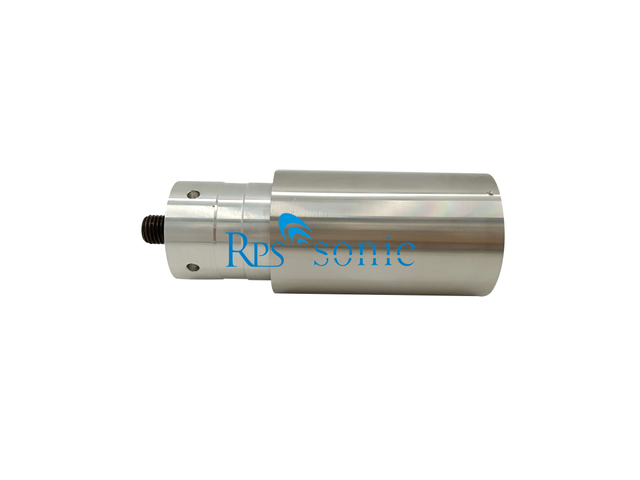
超音波溶接ホーンとは何ですか?
超音波溶接ホーンは、すべての超音波送信端の一般的な用語であり、超音波溶接装置の不可欠な部分です。その機能は、トランスデューサーによって生成された超音波をオブジェクトに結合し、処理することです。超音波を伝達するため、溶接角は共鳴状態で動作する必要があります。つまり、その自然な共振周波数はトランスデューサーと一致するはずです。第二に、振幅は均一でなければならず、溶接ホーンの端面の形状は、溶接されているワークピースの形状に適応する必要があります。
超音波が簡単に割れる理由は何ですか?
1.不合理なデザインは、カビの共鳴が不十分になり、音波は金型自体に保持され、一定量のエネルギーを消費します。カビのパフォーマンス;無負荷の電力は大きく、音波は震え、接続の端面があり、金型が熱く、接続ネジが壊れています。
2、処理技術は単純で、生産プロセスは標準化されていません。その結果、金型の負荷の損失の出力と高温に起因する大きなカビのストレスの変化が生じます。
3、金型材料は資格がありません - その結果、無負荷の損失の出力が不安定で大きく、金型は熱いです。

超音波型生産プロセス:
1.超音波カビの設計:金型および有限要素分析の構造と材料は、溶接する製品の製品構造、材料、溶接要件に従って設計されています。
2、超音波型材料、デザインは材料モデルと仕様を決定しました。ここでは、主に材料品質を決定するために選択された材料サプライヤー(資格のあるメーカー)です。
3、生産プロセス、異なる生産プロセスによって生成される金型の異なる内部圧力は異なり、金型のサイズ(無負荷能力)は異なります。
4、金型のテストとテスト溶接は、まず、金型の使用頻度を決定するために要件を満たすために、その金型電力消費量が最小(または許容範囲内)を決定するための機械テストモードです。
カビが上記の条件を満たした後、製品はテストされ、溶接されます。デバッグ溶接パラメーター。溶接が満足できるまで(完璧)。

選択の推奨事項:
1、6061-T651アルミニウム合金材料カビの生産コストは最低で、2024-T351、7075-T651が続きます。
2、チタン合金材料、高価な材料、処理が困難。しかし、カビの強さと靭性が最良です。作られた型はより耐久性があります。
3、合金鋼型、材料価格は安価で高価で、タフネスと優れた鋼材料はより高価です!処理後と熱処理も不可欠です。主に超音波金属溶接で使用される超音波型硬度(耐摩耗性)を解きます。
オブジェクトが振動すると、音がすることがわかっています。毎秒振動数は、正弦波の周波数によって決まります。波形の振幅が大きいほど、周波数が低くなり、機械的振動波の振動が大きくなります。オブジェクトの振動のエネルギーは、振動周波数に比例します。振幅が大きいほど、出力エネルギーが速くなります。