数ブラウズ:10 著者:サイトエディタ 公開された: 2019-08-24 起源:パワード

溶接品質の問題を解決するには、DOEテスト方法を使用してパラメーターを最適化するだけでなく、溶接に影響する2つの重要な要因である熱と圧力を把握することが必要です。
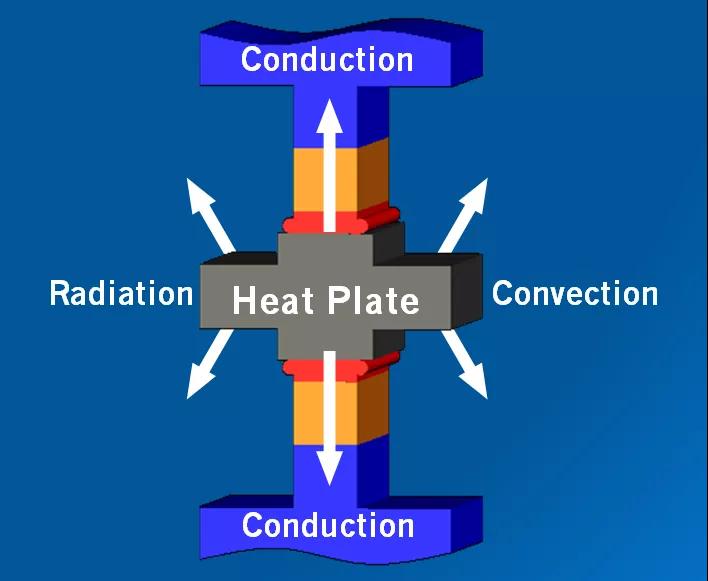
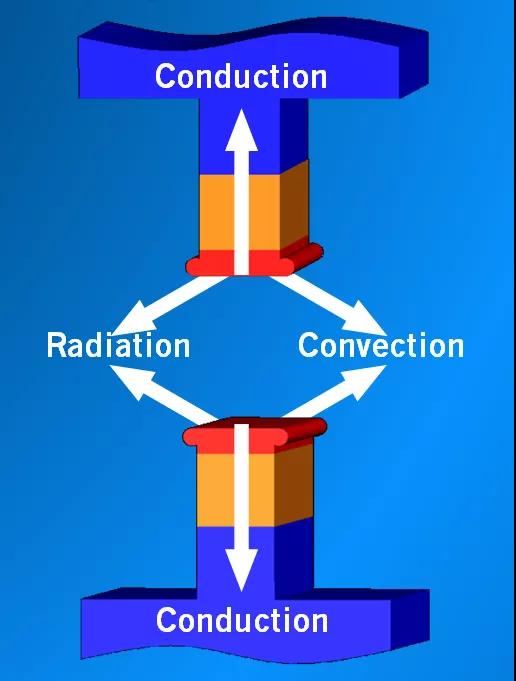
みんなの理解を促進するために、ここではホットプレート溶接を例として取ります。ホットプレート溶接プロセスは、単に2つの部分が加熱プレートと接触しており、部品の表面が加熱されて溶けていることです。加熱板を取り外し、2つの部分を一緒に押してお互いに固執します。ホットプレート溶接の熱と圧力を制御する方法を見てみましょう。
超音波溶接、振動摩擦溶接、レーザー溶接、赤外線溶接、熱いガス溶接などの残りの溶接プロセスは、本質的に類似しています。問題に遭遇するときに同じ分析方法を使用できます。
1.加熱
プラスチック部品のはんだ付けされた表面への熱伝達を正確に制御する必要があり、それらが半モルテンになります。熱が少なすぎると、溶接面は溶けず、強度も密閉もありません。熱燃焼材料が劣化し、機械的特性と気密性が弱まります。ホットプレート溶接プロセスでは、3つの主要なパラメーターを使用して熱を制御できます。
ホットプレートの温度>>>は、プラスチック部品と接触しているホットプレートの温度を指します。熱力学は、加熱板とプラスチック部分の温度差が大きくなればなるほど、熱伝達が速くなることを示しています。したがって、ホットプレートの温度は加熱部の速度に影響します。
融解時間>>>は、プラスチック部分と加熱板の間の接触時間です。部分がヒータープレートと接触するのが長いほど、熱が部品のはんだ表面に浸透するのに時間がかかります。
2。圧力
はんだ表面に十分な熱があるので、はんだ領域に適切な圧力を適用する必要があります。適用された圧力が小さすぎる場合、溶融表面は互いに混合せず、溶接面での分子結合が少なくなります。強く押しすぎると、半モルテン素材のほとんどを絞り出し、溶接にはほとんど絆が残りません。 'cold weld 'と呼びます。溶接圧力を制御するには2つの方法があります。
深度制御>>>は、あらゆる種類の溶接プロセスに適しています。理論は単純です。溶接の深さが大きくなるほど、成分の影響が大きくなります。これは、溶接されたジョイントの材料の温度が深さとともに徐々に冷却されるため、部分が深くなるほど、圧力が硬くなるためです。
フォースコントロール>>>サーボ駆動のホットプレート溶接の最近の台頭以来、力制御が実現されています。適切に溶接するために必要な力の量は、溶接接合部の総面積に依存します。より大きな部品はより多くの力を必要とします。部分が小さいほど、力が小さくなります。
それを見るのは簡単で、熱とストレスに集中してください。もちろん、すべてと同様に、理論は単純ですが、現実は非常に複雑で、人々は気分が悪くなります。しかし、はんだ付けに影響を与える他のすべての要因は、これら2つの要因の直接的または間接的な影響によるものであり、はんだ品質の変化をもたらすことに注意してください。