数ブラウズ:10 著者:サイトエディタ 公開された: 2019-07-26 起源:パワード
完璧な超音波ホーンとトランスデューサーのマッチングを作成する方法
1.超音波トランスデューサーの原理と設計(超音波振動システム)マッチング
要約:プラスチック溶接機の超音波トランスデューサーシステムの設計と計算、および3次元モデルを描画するためのPro-E 3次元ソフトウェアの使用、続いて周波数分析が、超音波トランスデューサーシステムに有用な設計方法を提供します。
キーワード:超音波トランスデューサー、超音波バイブレーター、超音波バイブレーター、超音波振動システム
現代社会では、プラスチックのさまざまな製品が日常生活のさまざまな分野に浸透しています。従来の処理技術は、現代のプラスチック業界の開発ニーズを満たすことができなくなりました。超音波プラスチック溶接機は、接着剤、フィラー、または溶媒を追加する必要はなく、プラスチック製品の溶接時に大量の熱源を消費しません。シンプルな操作、迅速な溶接速度、高い溶接強度、生産効率が高いという利点があります。したがって、超音波溶接技術はますます広く使用されています。超音波トランスデュージングシステムには、通常、超音波トランスデューサーと超音波ホーンが含まれます。これは、超音波溶接の基本成分であり、優れた超音波トランスデューサーは超音波溶接の前提条件です。
2.1超音波トランスデューサー設計
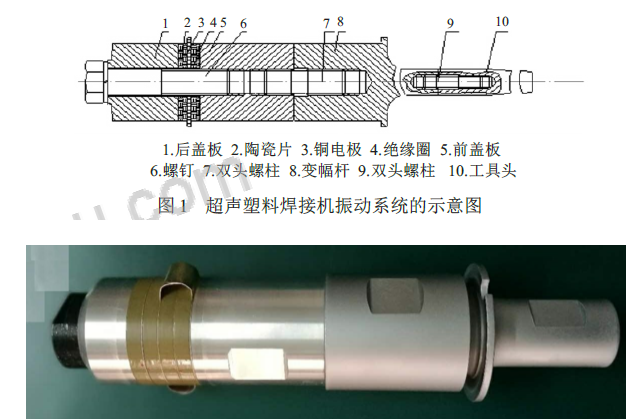
超音波プラスチック溶接機が機能している場合、プラスチックワークの加工には高周波縦振動が必要であるため、ワークの上部と下部型が溶接効果を得るために上層と下層を振動および溶かします。したがって、トランスデューサーのタイプは縦方向の複合トランスデューサーとして選択され、構造は単純であり、概略図を図に示します。 2。最初と最後の2つの部分は金属製のカバープレートです。真ん中は圧電セラミッククリスタルパイルで、一般に縦方向に偏光穴または丸いチューブ、またはrad骨偏光丸チューブです。ストレスねじが3つの部分をしっかりと押し付けます。
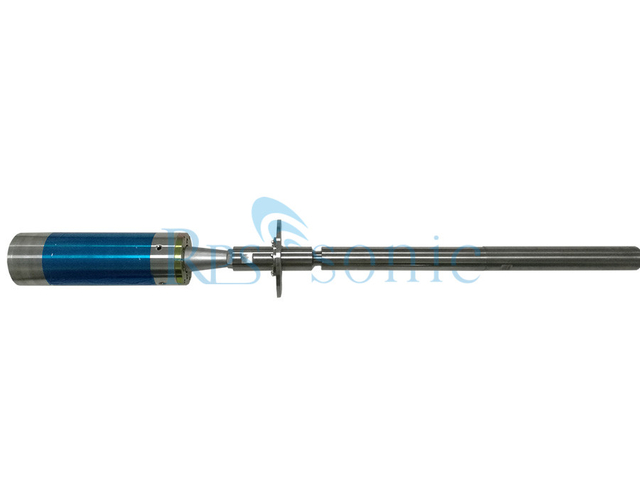
超音波ホーン
超音波ホーン構造図
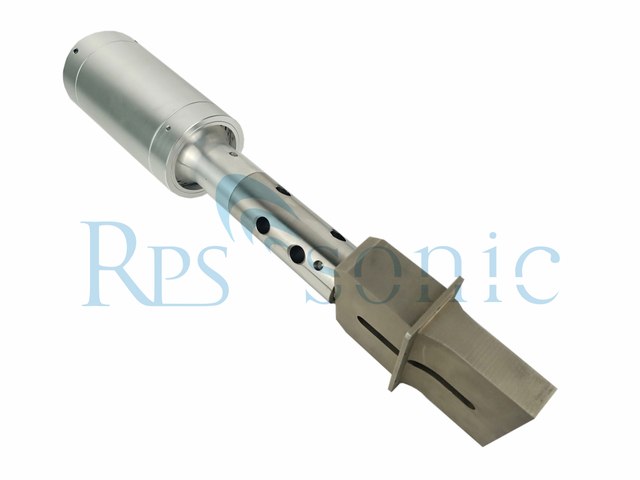
超音波溶接ヘッド
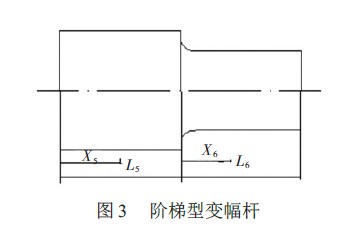
段階的な超音波型
Pro-Eソフトウェアを使用してホーンの周波数を分析します。まず、ホーンの3Dモデルは、ホーンのサイズに応じてPro-E 3Dソフトウェアによって描画されます。第二に、周波数分析ツールを使用して、ホーンの周波数を分析します。入力低周波数値は20000 Hz、材料は2A01、材料の弾性率は0.7×105 MPaで、0.3です。分析結果を図4に示した後、ホーンの出力での振動周波数は20544 Hzであり、これは20 kHzの初期周波数値とそれほど違いはないため、設計要件を満たすことができます。
2.3超音波溶接ヘッド設計
超音波プラスチック溶接機が機能している場合、ツールヘッドによってワークピースに加えられた力は約30〜50 Nであるため、力は大きくなく、中程度の強度の作業条件であるため、モデル2A01の硬いアルミニウムを製造材料として選択できます。 。ツールヘッドが適切に機能するためには、ホーンの出力に接続されているツールヘッドの部分が一致します。マッチングとは、ホーンの出力とツールヘッドの入力間のインピーダンスマッチングを指します。したがって、関節面の共振周波数では、ホーンの出力インピーダンスがツールヘッドの入力インピーダンスに等しくなることが必要です。上記の知識によると、2つの等しいインピーダンスは、断面領域が等しいだけであることのみを必要とします。
超音波溶接ヘッド図
Pro-Eソフトウェアを使用して超音波溶接ヘッドの周波数を分析します。まず、ツールヘッドの3Dモデルは、溶接ヘッドのサイズに応じてPro-E 3Dソフトウェアによって描画されます。次に、ツールヘッドの周波数について分析されました。入力低周波数値は20 kHz、材料は2A01、材料の弾性率は0.7×105 MPa、0.3でした。周波数分析チャート
超音波溶接ヘッド検査
溶接ヘッドヘッドの小さな端面部分は、図の上部の共鳴周波数でもあることがわかります。これは、20 kHzの最初の超音波波の周波数とそれほど違いはありません。したがって、ツールヘッドの設計は設計要件を満たすことができ、作業時間は、ホーンを介してホーンヘッド共鳴の入力端までトランスデューサーによって伝達される振動になります。
超音波溶接ヘッド周波数分析
可変断面の振動方程式によれば、振動方程式の一般的な解は、バイブレーターの各部分の座標と境界条件が既知であり、周波数方程式と振動速度が一般的な溶液と超音波トランスデューサーの境界条件の周りに得られます。超音波トランスデューサーは、ストレス分布方程式と圧電効果セラミック材料の特性に関する一連の知識を持って設計されました。超音波プラスチック溶接機の作業条件によれば、ホーンのタイプが選択されます。振幅振幅係数、波のパワーと振幅との関係によれば、ホーンの断面積が得られます。振動速度方程式とホーンの便利な条件に応じた一般的な解では、ホーンの各部分の応力と振動速度分布を計算します。周波数方程式と強度条件に応じて、超音波プラスチック溶接機の溶接ヘッドが設計されました。
超音波トランスデューサーパラメーターテスト
一連の知識設計と計算により、超音波トランスデューサー、ホーン、ツールヘッドの寸法が決定され、スペクトル分析はPro-Eソフトウェアによって実行され、設計要件を満たしていることを確認します。したがって、超音波プラスチック溶接機の振動システム設計が完成し、超音波振動システムに有用な設計ステップと方法を提供します。
2。超音波トランスデューサーの選択:
超音波トランスデューサーは、入力電力を機械的な出力(つまり、超音波波)に変換し、少量の電力を消費します(10%未満)に渡す機能をその機能とするエネルギー変換装置です。したがって、超音波トランスデューサーを使用する際に考慮すべき問題は、入力端子と出力端子と一致し、その後に機械的取り付けと交配の寸法が続くことです。市場にはさまざまな種類の超音波機械があり、顧客は、会社が提供する超音波トランスデューサー製品を、優れたパフォーマンスを実現するために会社の超音波機械とよく一致させることができるようにするために、正確で信頼できる指標を提供する必要があります。
超音波トランスデューサー
超音波トランスデューサーと超音波バイブレーターは、次のパラメーターに注意を払う必要があります。
1共振周波数:F、ユニット:KHz
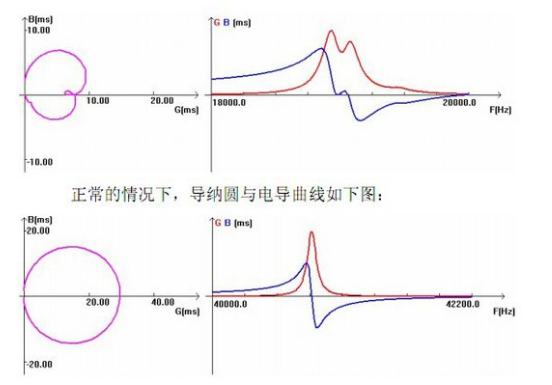
周波数は、周波数発電機、ミリボルトメーターなどを使用して伝送ライン方式で測定された周波数、またはインピーダンスアナライザーなどで測定された周波数を指します。一般に小さな信号周波数として知られています。それとは反対に、トランスデューサーがケーブルを介してドライブ電源に接続され、アンロードまたはロードされているときに顧客が測定する実際の動作周波数です。顧客の一致する回路は異なるため、同じトランスデューサーは頻度が異なり、駆動電源が異なります。このような周波数は、順序ベースとして使用することはできません。
2トランスデューサー容量:CT、ユニット:pf
つまり、トランスデューサーの自由静電容量は、400 Hzから1000 Hzの周波数でコンデンサブリッジによって測定でき、インピーダンス特性アナライザーも使用できます。簡単にするために、一般的なポータブル容量計を使用した測定も要件を満たすことができます。
3トランスデューサー作業モード
さまざまな処理方法と要件により、トランスデューサーの作業モードは、連続作業(レースマシン、CDセットマシン、ジッパーマシン、金属溶接など)およびパルスタイプの作業(プラスチック溶接機など)に大まかに分割できます。さまざまな作業方法トランスデューサーの要件は異なります。一般に、継続的な動作には一時停止時間はほとんどありませんが、動作電流はそれほど大きくなく、パルス動作は断続的であり、一時停止がありますが、瞬時の電流は非常に大きいです。平均して、両方の状態の力は大きいです。
4トランスデューサータイプと高出力
マシンメーカーは、さまざまな目的と目的のために、機械の公称電力の仕様が異なる場合があります。言い換えれば、同じトランスデューサーが異なるマシンで使用される異なる公称パワーを持っている場合があります。あいまいさを避けるために、顧客は、カラムタイプ、逆ホーンタイプなど、トランスデューサーの構造、および圧電セラミックウェーハの直径と数を指定する必要があります。
5インストールと交尾寸法
主に超音波ホーン材料、表面処理方法、形状があります。超音波トランスデューサーは超音波ホーンに接続されており、超音波ホーンは超音波型、および超音波ホーンフランジの直径、厚さ、ノッチまたはネジの穴数と位置に接続されています。