数ブラウズ:109 著者:サイトエディタ 公開された: 2019-06-17 起源:パワード
完璧な超音波切断ナイフを設計する方法
ケーキ用の超音波カッターの構造設計
要約:食品用20 kHzの超音波カッターは、大きな粘弾性食品を切るという需要を満たすように設計されています。有限要素法でモデルを分析することにより、すべての順序の天然周波数とカッターエッジの変位振幅の分布が得られます。構造サイズが出力ポートでの変位の均一性、振動の縦方向の固有周波数、および隣接する周波数に及ぼす影響を分析します。高感度の構造パラメーターは、20 kHzの近くの縦振動によってカッターを支配するように再設計されています。共振周波数と自然周波数の間隔は十分に大きく、最先端の表面上の変位振幅の分布が大幅に改善されます。
ケーキ業界では、超音波アシストの切断は、鋭いエッジや大きな圧力を必要とせず、切断する材料が裂け目、破損、変形、粘着性によって簡単に引き起こされないため、広く使用されています。
高性能合金、複合材料、脆性材料の補助処理技術を研究しました。超音波切断ナイフを研究し、切断ナイフを設計し、動的モデルと構造最適化プログラムを確立しました。私たちの技術的な振動処理は、ツールのサービス寿命を延長する超音波回転処理方法によって焼結したNDFEB材料のワークに合わせて実行されました。ただし、超音波振動補助剤の処理オブジェクトのほとんどはエンジニアリング材料であり、ケーキなどの柔らかい材料の超音波振動エイズに関する研究はほとんどありません。
超音波切断装置の基本的なコンポーネントは、超音波発生器、トランスデューサー、ホーン、および切断刃(ツールヘッド)です。材料を切断するとき、カッターは、高品質の切断効果を得るために処理されている材料に角によって送信される機械的エネルギーを適用します。従来の設計理論は、構造サイズを計算するための古典理論から始まります。実際の生産では、切断オブジェクトが比較的大きいため、適切な厚さと幅の切断刃が必要であり、計算は複雑です。このホワイトペーパーでは、有限要素ソフトウェアANSYSを使用して、純粋な振動モード、最先端の均一な振幅分布、正確な共鳴周波数を備えた切削工具を設計します。
1カッティングナイフの基本構造設計
この記事では、250 mmの円筒形ケーキを切断物として使用しています。設計ターゲット周波数(FREQ1)は20 kHz、縦振動モードです。
切断ブレードのサイズはW = 260 mm、H1 = 30 mm、H 2 = 5 mm、L1 = 50 mm、L2 = 69 mm、L3 = 50 mmです。図1に示すように、材料は食品グレードのステンレス鋼316Lで作られています。
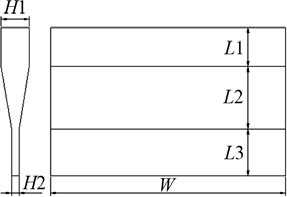
図1超音波カッターの概略図
1.1振動識別
ケーキカッターの形状は、フラットプレートの形状に似ています。このタイプの構造には、密な周波数特性があります。有限要素ソフトウェアを通じて、多くの学者が同様の構造の多次元結合振動型を分析し、構造最適化を完了しました[8-10]。この論文では、切断刃のモーダル分析は、切断刃に多くのモードがあり、異なるモードが異なるモードと異なる自然周波数に対応することを示しています。カッターの構造的寸法が変化すると、モーダルの順序とモードの形状が変化する可能性がありますが、これはANSYS分析を助長しません。したがって、切断ブレードの最適化設計では、最初にさまざまなモードを識別し、対応する自然周波数を抽出する必要があります。
1.2スロット数の決定
横方向の振動を減らすために、刃先の振幅と変位分布の均一性を改善し、隣接する振動モードの干渉を回避するために、切断ブレードにいくつかのスロットを開き、大きな端の構造を変更することで実現されます。スロットの数は、ANSYS有限要素ソフトウェアの最適化された設計モジュールを使用して正確に決定できます。まず、カッターモデルをパラメーター化します。 Solid186 Solid Elementが選択され、セルは自由メッシュメソッドによって分割されます。カッター構造が変化すると、ユニットを自由に拡張できます。 Solid186ユニットは、可塑性、クリープ、応力剛性、大きな変形、大きなひずみ能力を備えた20ノードのエラストプラスチック固体要素です。 316Lの属性:密度r = 9800 kg/ m3、弾力性e = 201 GPA、ポアソン比m = 0.3。
(1)可変設定を最適化します
カッター数学モデルの目的関数はsub_uxであり、状態変数はmfreq1、mfreq2、およびmfreq3です。特定の意味は次のように定義されています。
均一性sub_ux:出力縦方向変位最小 /最大。
周波数間隔MFREQ1:縦振動の共振周波数
20 kHzの差の絶対値。
周波数間隔MFREQ2:縦振動の共振周波数と縦振動の次次周波数との差の絶対値。
周波数間隔MFREQ3:縦振動の共振周波数と縦振動の上部周波数との差の絶対値
スロットの数に変数を設計し、最適化ツールと最適化方法を選択し、最適なループ制御方法を指定し、最適化する
分析。
(2)結果の分析
溶液が完了した後、縦振動の振動モードの固有周波数に対するスロット数の影響を図2に示します。周波数間隔に対する影響を図3および図4に示し、出力末端の均一性に対する影響を図5に示します。
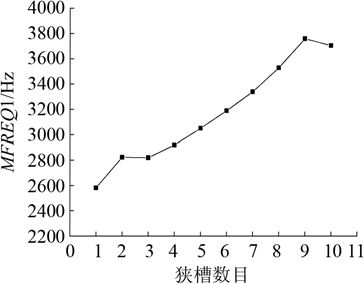
図2縦振動周波数に対する狭いスロットの数の影響(MFREQ1)
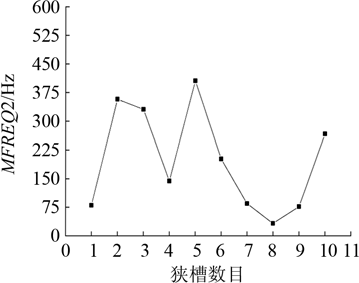
図3周波数間隔に対する狭いスロットの数の影響(MFREQ2)
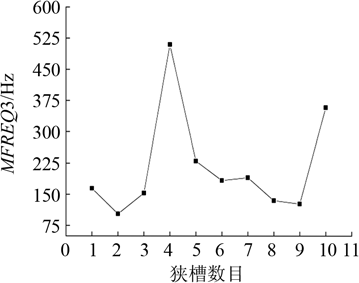
図4周波数間隔に対する狭いスロットの数の影響(MFREQ3)
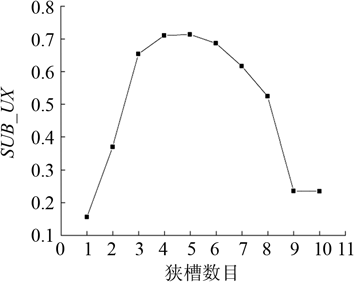
図5均一性に対する狭いスロットの数の影響(sub_ux)
上記の結果から、カッターに4つまたは5つのスロットがある場合、均一性が高く、最適な値です。周波数間隔に対するその影響は類似しています。結果は4つのスロットで簡単で、MFREQ1は小さくなるため、4つがスロットの数として選択されます。この時点で、溝はカッターの構造を変化させ、MFREQ2とMFREQ3は500 Hz未満であるため、縦振動モードは近くのモーダル干渉の影響を受けやすくなります。縦振動を生成する共振周波数も、ターゲット周波数からはほど遠いものです。したがって、スロットの数を決定することに基づいて、スロット間の距離、構造のサイズ、回転角、カッターの入力端の形状を変更することにより、カッターの構造がさらに最適化され、生産の要件を満たします。ポートの均一性、周波数間隔、およびターゲット周波数への近接性。
2切断刃構造の感度分析
スロットと大きなエンド構造の変更後のカッターの形状は複雑であり、各構造のサイズの変化はカッターの振動特性に影響します。二次最適化では、切断ブレードの最適な解を取得するために、振動特性に対して高い感度を持つ構造を設計変数として選択できます。切断刃のサイズの感度分析により、切断刃の固有周波数、周波数間隔、均一性などの振動特性に対する構造変化の影響の程度を得ることができます。設計変数を選択するための基礎を提供します。設計を最適化します。機械加工と熱処理後、切削工具の振動特性には避けられないエラーがあります。したがって、分析結果は、切断ブレードの修正の基礎を提供することもできます。切断刃の感度分析に選択された構造を図6に示します。
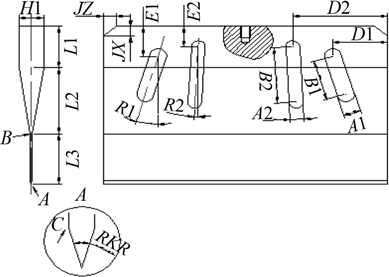
図6感度分析の構造
感度分析により、カッターの構造を分析します
sub_ux、freq1、mfreq2、mfreq3の感度
結果を図7〜10に示します。
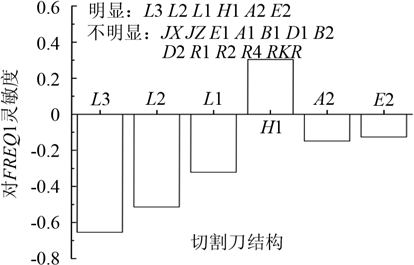
図7縦振動周波数(FREQ1)に対するカッターの構造の影響
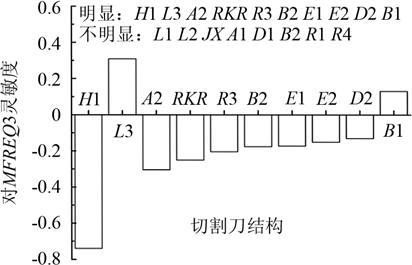
図8縦振動周波数と以前の順序振動周波数(MFREQ3)の間の周波数間隔に対するカッターの構造の影響
カッターの構造は、L3、L2、L1、H1、A2、およびE2である縦振動共鳴周波数に比較的大きな影響を及ぼします。その中で、L3、L2、L1、A2、E2のサイズが増加すると、縦振動共振周波数が減少します。図7に示すように、H1サイズが増加すると、縦振動共振周波数が増加します。
カッターの構造では、縦振動共鳴周波数と前順序モードの周波数間隔の影響は比較的大きく、H1、L3、A2、RKR、R3、B2、E1、E2、D2、およびB1です。その中で、H1、A2、RKR、R3、B2、E1、E2、D2は、上記のサイズとともに増加し、周波数間隔は減少し、L3、B1は上記のサイズの増加とともに増加し、図8に示すように間隔が増加します。
カッターの構造では、縦振動共鳴周波数と後者の最初のモードの周波数間隔の影響は、D2、L3、L2、E2、D1、H1、L1、B2、およびE1です。その中で、D2、L3、L2、E2、D1、H1、L1、B2、E1のサイズが増加すると、周波数間隔が増加します。図9に示すように、H1とB2のサイズが増加すると、周波数間隔が減少します。
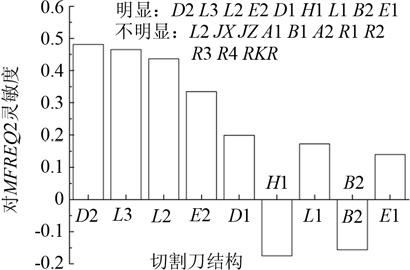
図9縦振動周波数と次の順序振動周波数(MFREQ2)の間の周波数間隔に対するカッターの構造の影響
カッターの構造では、出力端の均一性に対する影響はR1、B1、R2、およびA1です。その中で、B1とA1のサイズが大きくなると、均一性が増加します。図10に示すように、R1とR2のサイズが増加すると、均一性が減少します。
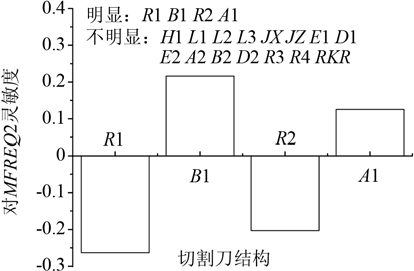
図10最先端の均一性に対するカッターの構造の影響(sub_ux)
3最適化設計
感度分析の計算結果によると、二次最適化選択の設計変数は、H1、L1、L2、L3、E1、A1、B1、D1、E2、A2、B2、D2、R1、R3です。状態変数は次のとおりです。MFREQ1、MFREQ2、MFREQ3。制約状態変数の上限と下限が得られ、正確な共鳴周波数と単一の縦振動モードが得られます。目的関数:sub_ux。最適化方法選択:関数近似法(サブ問題近似法)。
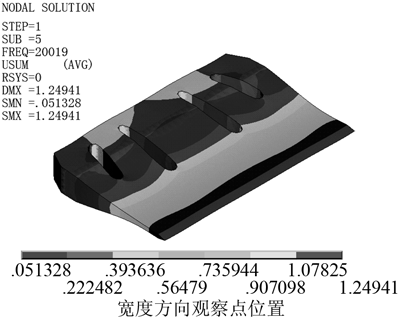
図122デザインの最適化からのカッターの縦振動モード形状
図12は、最適化設計後の切断ブレードの縦振動モードの概略図です。クラウド画像の色は異なる変位値を表しており、切断刃の最先端の変位が均一性が高いことがわかります。図13は、縦振動モードの最先端の変位振幅分布を示しており、切断ブレードの均一性は0.93です。
カッターの縦振動は、20019 Hzの共振周波数、20000 Hzの目標周波数で0.01%の誤差、500 Hzを超える周波数間隔、つまり最適化されたカッターには正確な共鳴周波数と純粋な縦振動モードがあります。
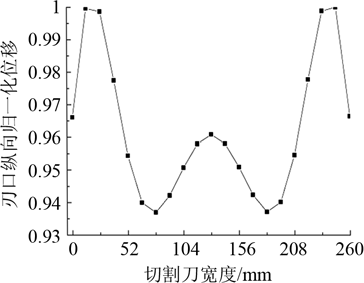
図13最先端の変位振幅分布

