数ブラウズ:0 著者:サイトエディタ 公開された: 2019-07-26 起源:パワード
溶接効果に影響するパラメーターは何ですか?
超音波溶接の主な溶接パラメーターは、必要な出力、振動周波数、静圧、溶接時間です。
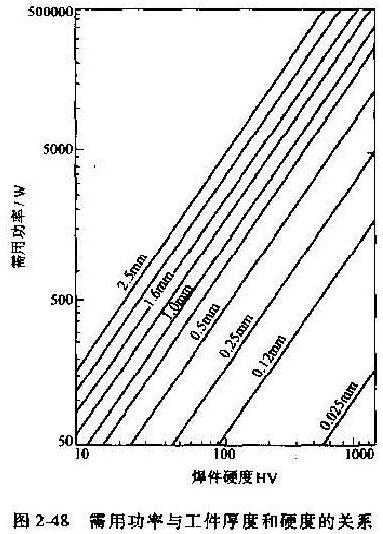
(1)必要な電力溶接の厚さと硬度に応じて、次のことを決定できます。
P = KH3/2Δ3/2
p-能力が必要な場合(w);
K-因子、溶接の厚さと硬度に応じて、図2-48を参照してください。
S-ウェルド厚(mm);
H-ウェルド硬度(HV)。
超音波溶接にはどのような溶接パラメーターがありますか?選択する方法は?
超音波の測定の難しさを考慮して、次の方程式に示すように、パワーの大きさは振幅の観点から表されます。
p =μsfυ=msf2aω/π=4μsfaf
ここで、p-- ultrasonic power(w);
f-統計圧(n);
s--溶接領域(mm2);
v-相対速度(m/min);
a - amplitude(μm);
μ-摩擦係数;
ω-角周波数(ω=2πf);
f-振動周波数(KHz)。
(2)振動頻度超音波共鳴周波数は、溶接の厚さとその物理的特性に依存します。薄い部品は、高周波(最大80 kHz)で使用する必要があり、16〜20 kHzなどの低周波数では、硬度と降伏点が低い厚い部品と材料を使用する必要があります。ノイズのために使用されることはめったに16 kHz未満です。
(3)振幅調整ジェネレーターの電力出力は振幅を調整でき、共通の振幅は5〜25μmです。溶接プロセス中の大きな負荷の変動により、結合が発生する可能性があり、関節の強度と不安定性が低下するため、音響システムの共振安定性を維持することは、はんだジョイントの品質安定性の基本的な保証です。
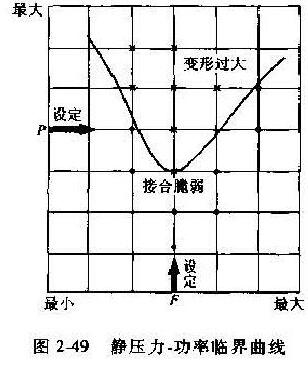
(4)静的圧力静圧は、溶接の出力と変形条件に直接影響する重要な要因です。サイズは、溶接の厚さと硬度に依存します。利用可能な電力での静圧は一般に選択され、電力は利用可能な電力よりもわずかに高くなります。
通常、各パラメーターの相互の影響を決定するために、図2-49に示すように、臨界曲線を描画することで判断できます。