数ブラウズ:156 著者:イヴォンヌ・ハン 公開された: 2019-06-11 起源:パワード
材料産業の急速な発展に伴い、軽量、低摩擦、腐食抵抗、簡単な加工を伴うプラスチックや金属などの複合材料の適用が多くの注目を集めています。プラスチックのさまざまな製品は、人々の日常生活のさまざまな分野に浸透しており、航空、造船、自動車、電化製品、パッケージング、おもちゃ、電子機器、テキスタイル、その他の産業でも広く使用されています。ただし、射出成形プロセスなどの要因により、複雑な形状のかなりの数のプラスチック製品を一度に射出成形することはできません。これは結合を必要とし、長年使用されてきたプラスチック結合および熱密閉プロセスは、非常に後方ではなく、非効率的であるだけでなく、結合もあります。また、エージェントは特定の毒性を持ち、環境汚染や労働保護などの問題を引き起こします。この種の従来のプロセスは、現代のプラスチック業界の開発ニーズに適用できないため、新しいプラスチック加工技術である超音波プラスチック溶接は、高効率、高品質、美しい外観、省エネの優位性を備えて際立っています。超音波プラスチック溶接機は、プラスチック生成物を溶接するときに接着剤、フィラー、または溶媒を追加しません。また、多くの熱源を消費しません。シンプルな操作、迅速な溶接速度、高い溶接強度、生産効率が高いという利点があります。したがって、超音波溶接技術はますます広く使用されています。
超音波プラスチック溶接機の原理?
超音波波が熱可塑性プラスチック接触面に作用すると、毎秒数万回の高頻度振動が生成されます。この高周波振動は特定の振幅に達し、超音波エネルギーは上部溶接を介して溶接ゾーンに伝達されます。なぜなら、溶接ゾーンは2つであるため、溶接接合部の接合部は大きな音響抵抗があるため、局所高温が生成されます。さらに、プラスチックの熱伝導率が低いため、時間内に散逸して溶接ゾーンに集まることはできません。そのため、2つのプラスチックの接触面が急速に溶け、特定の圧力の後、それらは1つに統合されます。超音波波が停止したら、圧力を数秒間続けて固化し、溶接目的で強力な分子鎖を形成するため、溶接強度は原料の強度に近づくことができます。超音波プラスチック溶接の品質は、トランスデューサー溶接ヘッドの振幅、印加圧力、溶接時間に依存します。溶接時間と溶接ヘッドの圧力を調整できます。振幅は、トランスデューサーとホーンによって決定されます。これらの3つの量は、互いに適切な値を持っています。エネルギーが適切な値を超えると、プラスチックの融解量が大きくなり、溶接材料が簡単に変形できます。エネルギーが小さい場合、溶接は困難であり、印加圧力を上げることはできません。この最適圧力は、溶接部分の側面の長さと、エッジの1 mmあたりの最適圧力の積です。超音波溶接は、熱可塑性技術を溶接するためのハイテク技術です。さまざまな熱可塑性ゴム部品は、溶媒、接着剤、またはその他の補助製品を添加せずに超音波溶接で処理できます。利点は、生産性を高め、コストを削減することです。製品の品質を向上させます。
超音波プラスチック溶接原理:発電機は、変換システムを介して20kHz、(または15kHz)高電圧、高周波信号を生成し、高周波機械的振動に変換します。これは、作業表面と内部断層を介して、作業面を介して作業表面を介して、プラスチック製品のワークピースに適用されます。温度がワークピース自体の融点に達すると、ワークピース溶接ポートが急速に溶け、インターフェイス間のギャップに詰められます。振動が停止すると、ワークピースは同時に冷却され、特定の圧力の下で固定されます。 、完璧な溶接を実現します。
II. 超音波溶接作業はどのように機能しますか?
超音波溶接の原理は、超音波発生器によって50/60 Hz電流を15、20、30、または40 kHzに変換することです。変換された高周波電気エネルギーは、トランスデューサーによって同じ周波数の機械的運動に再び変換され、その後、機械的運動は、振幅を変える可能性のある振幅変調器デバイスのセットを介して溶接ヘッドに送信されます。ホーンは、受信した振動エネルギーを溶接するワークピースのジョイントに透過します。この溶接では、摩擦により振動エネルギーが熱エネルギーに変換され、プラスチックを溶かします。超音波は、硬い熱可塑性植物を溶接するだけでなく、生地や映画にも溶接するために使用できます。
一連の超音波溶接システムの主なコンポーネントには、超音波発電機、トランスデューサー/アンプ/溶接ヘッドトリプル、金型、フレームが含まれます。
iii。超音波プラスチック溶接機の組成と機能は何ですか
超音波プラスチック溶接機は、空気圧透過システム、制御システム、超音波発電機、トランスデューサー、ホーンおよび機械装置で構成されています。
1。空気圧伝送システム
含む:オーバークランプ、圧力削減バルブ、オイルミスター、整流器、スロットルバルブ、シリンダーなど。
動作中、エアシリンダーは、 超音波トランスデュースR振動システムを駆動して上下に移動するように、最初にエアコンプレッサーによって駆動されます。中および小型の超音波溶接の空気圧は、溶接のニーズに応じて調整されます。
2、制御システム
制御システムは、タイムリレーまたは統合回路タイムタイマーで構成されています。主な機能は次のとおりです。まず、空気圧透過システムの動作を制御するため、溶接中のタイミング制御の下で空気圧バルブが開かれ、シリンダーの圧力が下がり、溶接ヘッドが下がり、ワークピースが特定の圧力の下で押され、溶接後の期間は圧力が維持されます。次に、制御システムがガスパスバルブを逆にして、溶接ヘッドを上昇させて戻ります。第二に、の作業時間を制御すると 超音波発電機、システムは溶接プロセス全体を自動化し、操作中にトリガーパルスを生成するボタンのみを起動し、この溶接のプロセス全体で自動的に完了できます。制御システム全体の順序は次のとおりです。電力開始制御信号空気圧透過システム、シリンダー圧力溶接ヘッドが下降し、溶接トリガー超音波発電機の作業を押し、超音波波を放出し、特定の溶接時間を維持して、溶接ヘッドを抑制するための特定の圧力を維持するために超音波発光時間を除去します。
3、超音波発生器
1)高出力を備えた超高速プラスチック溶接機であるジェネレーター信号は、発電機の出力周波数が基本的にトランスデューサーの共振周波数と一致するように、位相ロック周波数自動追跡回路を採用します。
2)500Wを超える電力を備えたで使用される発電機は、 超音波プラスチック溶接機 自己励起された電力発振器を使用し、特定の周波数追跡機能も備えています。
IV.超音波プラスチック溶接機のコアパーツは何ですか
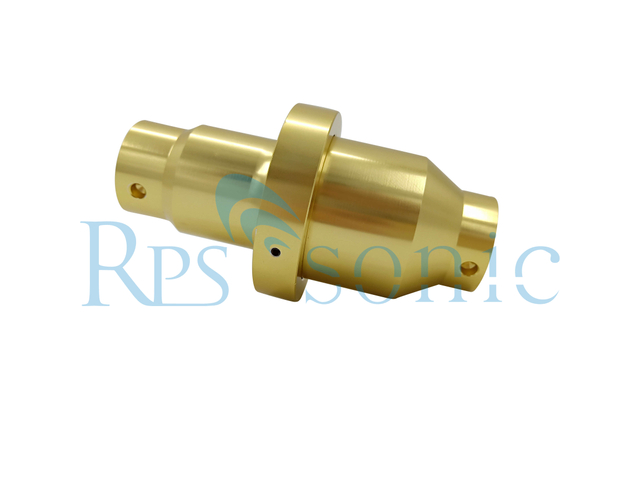
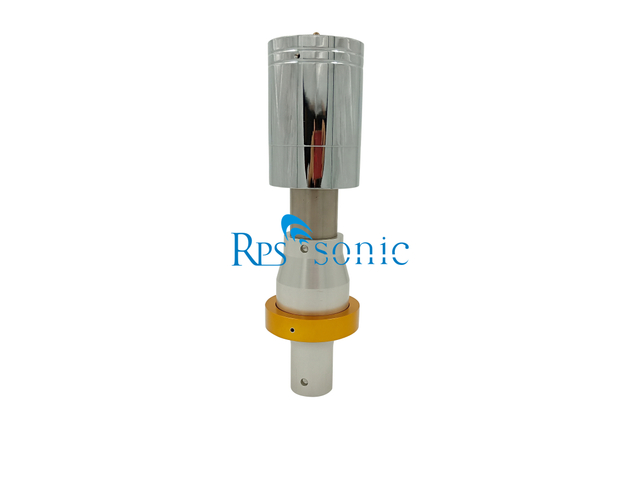
1)トランスデューサー
超音波プラスチック溶接機の音響システムは、3つの部分で構成されています。1ドライブパート2固定パート3作業部。上記の3つのコンポーネントでは、ドライブがコアであり、通常、ボルトでクランプされた縦振動トランスデューサーを使用します。そこでは、半波長の縦方向のバイブレーターと半波長縦バイブレーター、半波長縦振動、および半波長濃度体のつながりの四波長さの形状の四波長の波長濃度濃度を使用します。半波濃度器に半波長トランスデューサーを形成します。
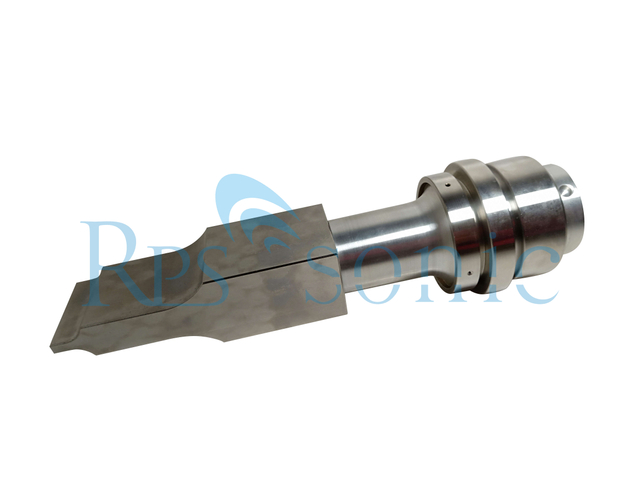
2)ホーン
異なる溶接物には異なるホーンが必要です。近距離の溶接であろうと透過溶接であろうと、溶接端面の最大振幅を達成できるのは半波長ホーンのみです。
ホーンには2種類の振幅があり、振幅振幅はありません。プラスチック溶接機用の音響システムの角は、通常、アルミニウム合金でできています。端面は硬い合金でメッキされています。電力が高い場合、チタン合金材料でも作られています。この場合、材料の疲労強度は、アルミニウム合金の疲労強度の2倍以上です。
V.超音波プラスチック溶接機のモデルと仕様?
超音波プラスチック溶接機の使用と溶接材料により、サイズは異なり、仕様はさまざまです。その出力は、手動溶接機の数十ワットから、通常15 kHz〜40 kHzの範囲のメインフレームの数キロワットの範囲です。 15kHz、20kHz超音波プラスチック溶接機は広く使用されているモデルであり、出力電力は1000W-4000W、作業周波数は15kHz、20kHz、重量は明るく、品質は優れており、プラスチック業界で選択した超音波プラスチック溶接機です。
超音波プラスチック溶接機は、かけがえのない利点でプラスチック産業の分野に入っています。それは大きな役割を果たし、大きな利益をもたらします。同時に、超音波プラスチック溶接機がより大きなブレークスルーを持ち、プラスチック業界にプレーすることも期待しています。より大きな貢献。
vi。超音波溶接の利点は何ですか?
1、省エネ
2、煙換気装置を装備する必要はありません
3、低コストと高効率
4、自動化された生産を簡単に達成できます!