数ブラウズ:0 著者:サイトエディタ 公開された: 2019-07-24 起源:パワード
超音波プローブ超音波欠陥検出原理とセンサーのテストと設計
超音波トランスデューサー、ホーン、ボーカルスリーブは、電気エネルギーを振動に変換するデバイスです。操作の原則を理解するために、超音波溶接機と車の間で比較を行うことができます。
センサーはエネルギー変換(モーターとして)を実行し、トランスは力と速度(ギアボックスなど)の比率を調整し、最後に超音波/超音波ホーンがそのエネルギーを指示し、必要な作業(ホイールとして)を実行します。
自動車では、エネルギー移動効率を最大化するために、すべての機械システムコンポーネントをハーモニクスで設計する必要があります。同じことが超音波システムにも当てはまりますが、この場合、効率の重要なパラメーターは、可能な限り近くにあるコンポーネントの頻度です(例えば20 kHz +/- 50 Hz)。
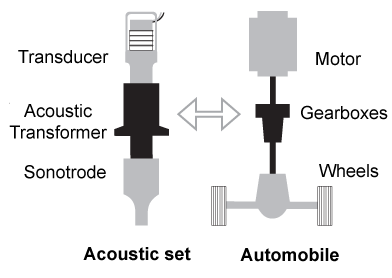
(音響超音波溶接と車の機械システムとの類似性。 )
オペレーティング
センサーには、電気インピーダンス曲線で簡単に識別できる2つの動作周波数があります。インピーダンスの最大値は、抗共振周波数(最大速度)に対応します。超音波溶接システムは、抗共振周波数で動作します。インピーダンス最小は共振周波数(最大力)に対応します。超音波洗浄システムは、共鳴周波数で動作します。
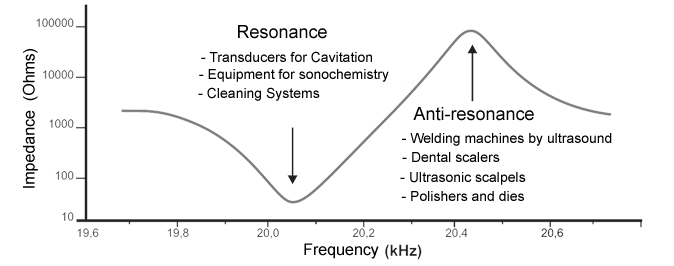
(センサーと周波数のインピーダンス曲線。)
超音波 /ホーン周波数を増やす:
(超音波電極/ホーンの長さを減らして周波数を増加させます。)
超音波 /ホーン周波数を減らす:
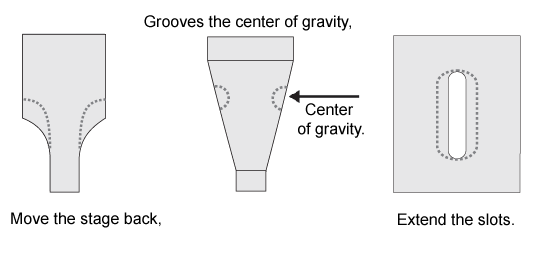
(超音波/ホーン周波数を減らすステップ。)
センサーテスト
適切に機能するには、センサーの周波数とインピーダンスは許容範囲内でなければなりません。たとえば、溶接システムの場合、+/- 0.25%の許容範囲で、周波数は公称音響設定周波数よりも2.5%高くする必要があります。
周波数とインピーダンスの決定的な要因は、部品の寸法精度、アプリケーションの緊密性、セラミックの品質、チューニング(超音波伝播の場合と同様)です。

(トランスデューサーの周波数とインピーダンスは、TRZアナライザーを使用して決定されます。)
音響テスト
音響グループの頻度とインピーダンスは、許容可能な範囲内でなければなりません。溶接システムでは、周波数許容度は たとえば20kHz ± 50Hzなど、 ± 0.25%です。
パフォーマンスは、頻度の調整とコンポーネント間の一貫性に依存します。これは、正しい周波数で動作する場合でも、センサーとコンバーター(1つの低周波数ともう1つの高周波)を組み合わせるときに発生する可能性があります。このタイプの問題は、インピーダンスを測定することによって検出されます。

(超音波溶接音響振動振幅。)
圧電セラミックテスト
圧電セラミックは、センサーコアおよび主要なコンポーネントです。電力アプリケーションの場合、PZT-8およびPZT-4が一般的に使用されます。
セラミックのマイクロクラックは、再組み立て前に実証する必要があります。 TRZソフトウェアを使用すると、インピーダンス曲線の異常なピークによって亀裂を簡単に検出できます。
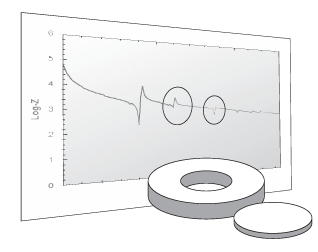
(TRZソフトウェアを使用した圧電セラミックのテスト)
予測メンテナンス
予測的なメンテナンスにより、超音波システムの問題は簡単に回避できます。一般に、周波数偏差は摩耗を表し、結合の問題はインピーダンスで表されます。これらの問題は、インターフェイスを削減して研磨することで解決されます。

(切断と溶接にTRZを使用したシステムの予測メンテナンス