数ブラウズ:10 著者:サイトエディタ 公開された: 2019-07-20 起源:パワード
超音波溶接とレーザー溶接の違い
現在、溶接プロセスの利点と短所は、フラットプレートソーラーコレクターの熱伝達に決定的な役割を果たし、国内のフラットパネル太陽熱温水コレクター(熱収集プレート)は、主にレーザー溶接と超音波溶接、およびフラットソーラーコレクター吸収で溶接されています。ホットプレートは主にアルミニウムシートと銅シートで作られており、フローチャネルは基本的に銅管で作られています。これらの2つの溶接方法には、実際のアプリケーションにおいて独自の利点があります。
レーザー溶接と超音波溶接
レーザー技術は、偏光子を使用してレーザービームを反射して集中装置に集中して巨大なエネルギーを生成するビームです。パルスによって放出されるレーザーフォーカスは数千℃に達し、金属材料は溶けて数ミリ秒で蒸発します。効果は、ソーラーコレクターコアフローチャネルと高選択的な熱吸収コーティングを溶接することです。また、はんだ接合部は、太陽熱吸収膜層で3〜5 mm離れています。
非接触溶接。これは、溶接、切断、熱処理などの機能を提供するために高度に濃縮される前に長距離輸送できます。その利点は、溶接するワークピースには圧力が不要であり、全体的な変形が小さく、熱吸収コーティングの表面がわずかに損傷する可能性があることです。これはまた、業界における世論指向のレーザー溶接が超音波溶接よりも優れている重要な理由でもありますが、レーザー溶接は溶接されたオブジェクトの物理的構造を変化させ、機械的強度は悪化し、熱伝導率に特定の影響を与えます。現在、国内のレーザー溶接代表メーカーには、Han's Laser、Liansheng Laser、Chutian Laser、その他の企業が含まれます。
超音波溶接は、超音波高周波機械的振動によって生成される高密度エネルギーであり、ワークピースの表面に塑性変形を引き起こし、圧力下で表面層を破壊するため、溶接された金属が通常の温度で物理的に接続されます。超音波溶接はフィルム層の約3%を破壊しますが、連続的な非溶融溶接であるため、熱伝達効率は比較的良好です。同時に、超音波溶接には、材料コストの点で特定の利点があります。超音波溶接は、薄い製品に適しています。国際的な主流のフラット銅製品は、一般に0.12mm〜0.2mmです。材料コストを検討するために、一部の企業は現在アルミニウムプレートを選択し、超音波溶接は0.2を選択します。 -0.3mm。
レーザー溶接は、厚い材料に適しています。たとえば、アルミニウムプレートの厚さは一般に0.4mmであり、その結果、材料コストが高くなります。実際、2つの溶接技術には独自の利点があります。 2つの溶接技術の利点と短所の一般的な評価ではなく、実際の条件に従って実際の条件に従って使用する必要があります。
超音波溶接とレーザー溶接の利点の利点
レーザー技術の利点は、溶接するためにワークピースに溶接を必要としないことであり、全体的な変形が小さく、熱吸収コーティングの表面に最小限に損傷する可能性があることです。ただし、レーザー溶接は溶接オブジェクトの物理的構造の変化にも影響し、はんだジョイントは頻繁かつ頻繁に頻繁に影響を受けます。骨折につながると、強度は貧弱です。これは、フラットパネルコレクターの断続的な動作によって引き起こされる冷たい熱と熱の交互の影響にとって特に致命的です。
超音波金属溶接の利点は、溶接材料が溶けず、金属の特性が脆弱ではなく、溶接時間が短く、融合強度が高く、処理は寒冷状態に近いことです。ただし、熱吸収層は約3%で破壊され、溶接された金属はあまりにも厚くありません(一般に5 mm 以下 )これは、フラットプレートの太陽熱吸収プレート溶接の利点です。連続的な非溶融溶接であるため、熱伝達効率は比較的良好です。同じ条件下で同じテストを行った人もいますが、超音波溶接産物はレーザー溶接よりも熱伝達効率が高くなっています。約3%。
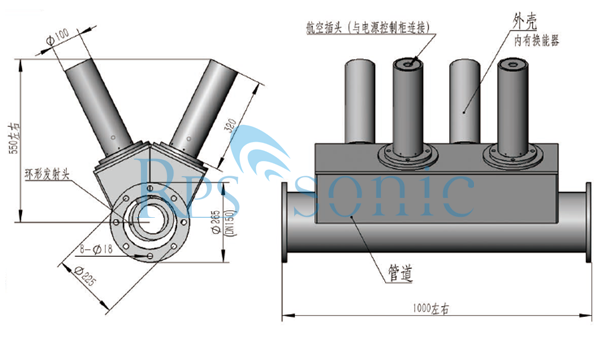
超音波金属スポット溶接機は、金属の同様の溶接に使用され、銅、銀、アルミニウム、ニッケルの非鉄金属の薄い材料に単一点およびマルチポイントショートストリップ溶接を行うことができます。リチウムバッテリーを融合するために広く適用できます。耳などのさまざまな形の溶接。
超音波金属スポット溶接機は、電子プログラム制御、高出力、高効率、自動制御、簡単な操作、ビルトイン電子保護回路、安全に使用できる、安定して信頼できるものを採用しています。溶接には、しっかりした溶接面、高強度、主観的、環境保護の特性があります。
現在、世界の主流のフラット製品の銅板の厚さは一般に0.12mmから0.2mmであり、銅パイプの壁の厚さはほとんど0.5mmです。銅の価格が上昇し続けるにつれて、企業は材料のコストをますます考慮しています。アルミニウムプレート、銅熱伝導率は390W /(M ・ K ) 、アルミニウム熱伝導率は237W /(M ・ K ) です 。
超音波溶接機は、比較的薄い製品の溶接に適しており、レーザー溶接は薄く浸透します。別の重要な側面は、レーザー溶接機の価格が超音波溶接機の価格よりも数倍高いことです。