数ブラウズ:10 著者:サイトエディタ 公開された: 2019-07-17 起源:パワード
HEM ANSYSパラメーターの最適化と超音波溶接ホーンの確率設計の使用方法
序文
超音波技術の開発により、そのアプリケーションはますます広範であり、小さな汚れ粒子をきれいにするために使用でき、金属やプラスチックの溶接にも使用できます。特に今日のプラスチック製品では、ネジの構造が省略され、外観がより完全になり、防水と防塵の機能も提供されるため、超音波溶接が主に使用されます。プラスチック溶接の設計は、 H ORN最終的な溶接品質と生産能力に重要な影響を及ぼします。新しい電気メーターの生産では、超音波波を使用して、上面と下面を融合させます。ただし、使用中に、いくつかの角が機械に取り付けられ、ひび割れ、その他の障害が短期間で発生することがわかります。いくつかの溶接ホーン欠陥率は高いです。さまざまな障害が生産に大きな影響を与えました。理解によれば、機器サプライヤーはホーンの設計機能が限られており、多くの場合、設計指標を実現するための繰り返しの修理を通じて。したがって、耐久性のあるホーンと合理的な設計方法を開発するには、独自の技術的利点を使用する必要があります。
2超音波プラスチック溶接原理
超音波プラスチック溶接は、高頻度の強制振動における熱可塑性物質の組み合わせを利用する処理方法であり、溶接面が互いにこすり、局所的な高温融解を生成します。優れた超音波溶接の結果を実現するには、機器、材料、およびプロセスパラメーターが必要です。以下は、その原則の簡単な紹介です。
2.1超音波プラスチック溶接システム
図1は、溶接システムの概略図です。電気エネルギーは、信号発生器と電力増幅器を通過して、トランスデューサー(ピエゾ電気セラミック)に適用される超音波周波数(> 20 kHz)の交互の電気信号を生成します。トランスデューサーを介して、電気エネルギーは機械的振動のエネルギーになり、機械的振動の振幅はホーンによって適切な作動振幅に調整され、ホーンを介して接触する材料に均一に伝達されます。 2つの溶接材料の接触面は、高周波の強制振動を受け、摩擦熱は局所高温融解を生成します。冷却後、材料を組み合わせて溶接を実現します。
溶接システムでは、信号ソースは、周波数の安定性と駆動能力がマシンのパフォーマンスに影響する電力増幅器回路を含む回路部分です。材料は熱可塑性であり、関節表面の設計は、熱とドックを迅速に生成する方法を検討する必要があります。トランスデューサー、ホーン、ホーンはすべて、振動の結合を簡単に分析するために機械的構造と見なすことができます。プラスチック溶接では、機械的振動は縦波の形で伝達されます。エネルギーを効果的に転送し、振幅を調整する方法が設計の主なポイントです。
2.2ホーン
ホーンは、超音波溶接機と材料の間の接触インターフェースとして機能します。その主な機能は、バリエーターによって出力された縦方向の機械的振動を材料に均等かつ効率的に伝達することです。使用される材料は、通常、高品質のアルミニウム合金またはチタン合金です。プラスチック材料の設計は大きく変化するため、外観は非常に異なり、ホーンはそれに応じて変更する必要があります。動作したときにプラスチックを損傷しないように、作業面の形状は材料とよく一致する必要があります。同時に、1次縦振動固体周波数は、溶接機の出力周波数と調整する必要があります。そうしないと、振動エネルギーは内部で消費されます。ホーンが振動すると、局所的なストレス集中が発生します。これらのローカル構造を最適化する方法も設計上の考慮事項です。この記事では、ANSYSデザインホーンを適用して、設計パラメーターと製造許容範囲を最適化する方法について説明します。
3溶接ホーン設計
前述のように、溶接角の設計は非常に重要です。中国には、独自の溶接角を生産する多くの超音波機器サプライヤーがありますが、それらのかなりの部分は模倣であり、その後、常にトリミングとテストを行っています。この繰り返し調整方法により、ホーンと機器の頻度の調整が達成されます。この論文では、有限要素法を使用して、ホーンを設計するときに周波数を決定できます。ホーンテストの結果と設計周波数誤差は1%です。同時に、このペーパーでは、ホーンのデザインを最適化して堅牢なデザインを最適化して堅牢なデザインのDFSS(Six Sigmaの設計)の概念を紹介します。 6シグマ設計の概念は、ターゲット設計のために設計プロセスで顧客の声を完全に収集することです。最終製品の品質が合理的なレベルで分散されるようにするために、生産プロセスにおける可能性のある逸脱の事前検討。設計プロセスを図2に示します。設計指標の開発から始まり、ホーンの構造と寸法は、最初は既存のエクスペリエンスに従って設計されています。パラメトリックモデルはANSYSで確立され、モデルはシミュレーション実験設計(DOE)メソッドによって決定されます。重要なパラメーターは、堅牢な要件に応じて値を決定し、サブ問題方法を使用して他のパラメーターを最適化します。ホーンの製造と使用中の材料と環境パラメーターの影響を考慮して、製造コストの要件を満たすために許容範囲で設計されています。最後に、製造、テスト、テスト理論の設計と実際のエラーは、提供される設計指標を満たしています。次の段階的な詳細な紹介。
3.1幾何学的形状設計(パラメトリックモデルの確立)
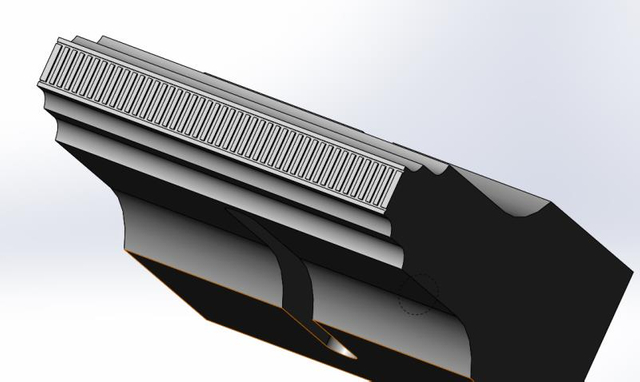
溶接ホーンの設計は、最初にその近似幾何学的形状と構造を決定し、その後の分析のためのパラメトリックモデルを確立します。図3 a)は、最も一般的な溶接ホーンの設計であり、多くのU字型の溝がほぼ立方体の材料の振動方向に開かれています。全体的な寸法は、x、y、z方向の長さであり、横方向の寸法xとyは一般に、溶接されるワークピースのサイズに匹敵します。 Zの長さは超音波波の半波長に等しくなります。これは、古典的な振動理論では、伸長オブジェクトの1次軸周波数がその長さによって決定され、半波の長さは音波周波数と正確に一致するためです。この設計は拡張されています。使用、音波の広がりに有益です。 U字型の溝の目的は、ホーンの横振動の損失を減らすことです。位置、サイズ、および数は、ホーンの全体的なサイズに応じて決定されます。この設計では、自由に規制できるパラメーターが少ないため、これに基づいて改善を行ったことがわかります。図3 b)は、従来のデザインよりも1つのサイズのパラメーターを持つ新しく設計されたホーンです。外側のアーク半径R。さらに、溝はホーンの作業面に刻まれており、プラスチックワークの表面に協力して、振動エネルギーを送信し、ワークピースを損傷から保護するのに有益です。このモデルは、ANSYSで日常的にパラメトリックにモデル化されており、次に次の実験設計です。
3.2 DOE実験設計(重要なパラメーターの決定)
DFSSは、実用的なエンジニアリングの問題を解決するために作成されています。完璧を追求するのではなく、効果的で堅牢です。 6シグマのアイデアを具体化し、主な矛盾を捉え、「99.97%」を放棄しながら、環境の変動に非常に耐性があることを設計する必要があります。したがって、ターゲットパラメーターの最適化を行う前に、最初にスクリーニングする必要があり、構造に重要な影響を与えるサイズを選択する必要があり、それらの値は堅牢性の原則に従って決定する必要があります。
3.2.1 DOEパラメーター設定とDOE
設計パラメーターは、角の形状とU字型の溝などのサイズの位置で、合計8つです。ターゲットパラメーターは、溶接に最も大きな影響を与えるため、1次パラメーターは1次軸振動周波数であり、最大濃縮応力と作業面振幅の違いは状態変数として制限されています。経験に基づいて、結果に対するパラメーターの効果は線形であると想定されているため、各因子は高および低い2つのレベルにのみ設定されていると想定されています。パラメーターと対応する名前のリストは次のとおりです。
DOEは、以前に確立されたパラメトリックモデルを使用してANSYSで実行されます。ソフトウェアの制限により、フルファクターDOEは最大7つのパラメーターしか使用できませんが、モデルには8つのパラメーターがあり、ANSYSのDOE結果の分析はプロの6シグマソフトウェアほど包括的ではなく、相互作用を処理できません。したがって、APDLを使用してDOEループを書き込み、プログラムの結果を計算および抽出し、分析のためにMinitabにデータを配置します。
3.2.2 DOE結果の分析
MinitabのDOE分析を図4に示し、主な影響因子分析と相互作用分析が含まれています。主な影響因子分析は、どの設計変数の変化がターゲット変数に大きな影響を与えるかを判断するために使用され、それによってどの重要な設計変数であるかを示します。次に、因子間の相互作用を分析して、因子のレベルを決定し、設計変数間の結合の程度を減らします。設計要因が高いか低い場合、他の要因の変化の程度を比較します。独立した公理によると、最適な設計は互いに結合されていないため、変動性の低いレベルを選択してください。
このペーパーの溶接ホーンの分析結果は次のとおりです。重要な設計パラメーターは、アーク半径とホーンのスロット幅です。両方のパラメーターのレベルは 'high 'です。つまり、半径はdoeでより大きな値を取り、溝の幅もより大きな値を取ります。重要なパラメーターとその値が決定され、その後、ANSYSの設計を最適化するために他のいくつかのパラメーターを使用して、溶接機の動作周波数に合わせてホーン周波数を調整しました。最適化プロセスは次のとおりです。
3.3ターゲットパラメーター最適化(ホーン周波数)
設計最適化のパラメーター設定は、DOEのパラメーター設定と類似しています。違いは、2つの重要なパラメーターの値が決定されており、他の3つのパラメーターは、ノイズと見なされ、最適化できない材料特性に関連していることです。調整できる残りの3つのパラメーターは、スロットの軸方向の位置、長さ、およびホーン幅です。最適化は、ANSYSのサブ問題近似法を使用します。これは、エンジニアリングの問題で広く使用されている方法であり、特定のプロセスは省略されています。
ターゲット変数として周波数を使用するには、操作の少しのスキルが必要であることは注目に値します。多くの設計パラメーターと幅広いバリエーションがあるため、ホーンの振動モードは、関心のある周波数範囲に多くあります。モーダル分析の結果が直接使用される場合、パラメーターが変更されたとき、つまり元のモードに対応する固有周波数順序が変化するときにモーダルシーケンスインターリーブが発生する可能性があるため、1次軸モードを見つけることは困難です。したがって、このペーパーでは最初にモーダル分析を採用し、次にモーダル重ね合わせ方法を使用して周波数応答曲線を取得します。周波数応答曲線のピーク値を見つけることにより、対応するモーダル周波数を確保できます。これは、自動最適化プロセスで非常に重要であり、モダリティを手動で決定する必要性を排除します。
最適化が完了した後、ホーンの設計作業周波数はターゲット周波数に非常に近く、エラーは最適化で指定された許容値よりも低くなります。この時点で、ホーンの設計は基本的に決定され、その後に生産設計のための製造許容範囲が続きます。
3.4耐性設計
一般的な構造設計は、すべての設計パラメーターが決定された後に完了しますが、特に大量生産のコストを考慮する場合、エンジニアリングの問題については、耐性設計が不可欠です。低精度のコストも削減されますが、設計メトリックを満たす能力には、定量的計算のために統計計算が必要です。 ANSYSのPDS確率設計システムは、設計パラメーターの許容範囲とターゲットパラメーター許容度の関係をよりよく分析し、完全な関連レポートファイルを生成できます。
3.4.1 PDSパラメーター設定と計算
DFSSのアイデアによれば、耐性分析は重要な設計パラメーターで実行する必要があり、その他の一般的な公差は経験的に決定できます。この論文の状況は非常に特別です。機械加工の能力に応じて、幾何学的設計パラメーターの製造耐性は非常に少なく、最終的なホーン周波数にほとんど影響を与えないためです。原材料のパラメーターはサプライヤーのために大きく異なり、原材料の価格はホーン処理コストの80%以上を占めています。したがって、材料特性に合理的な耐性範囲を設定する必要があります。ここでの関連する材料特性は、密度、弾力性の弾性率、音波伝播の速度です。
許容耐性分析では、ANSYSでランダムモンテカルロシミュレーションを使用して、サンプリングポイントの分布をより均一で合理的にし、より少ないポイントでより良い相関を得ることができるため、ラテンハイパーキューブ法をサンプリングします。このペーパーでは30ポイントを設定しています。 3つの材料パラメーターの許容値がガウスに従って分布し、最初は上限と下限が与えられ、その後ANSYSで計算されると仮定します。
3.4.2 PDS結果の分析
PDの計算により、30のサンプリングポイントに対応するターゲット変数値が与えられます。ターゲット変数の分布は不明です。パラメーターはMinitabソフトウェアを使用して再度適合し、周波数は基本的に正規分布に従って分布します。これにより、耐性分析の統計理論が保証されます。
PDS計算は、設計変数からターゲット変数の許容範囲への適合式を提供します。ここで、yはターゲット変数、xは設計変数、cは相関係数、iは変数数です。
これによれば、ターゲット許容度を各設計変数に割り当てて、耐性設計のタスクを完了することができます。
3.5実験検証
前部は、溶接ホーン全体の設計プロセスです。完成後、原材料は設計によって許可された材料の許容範囲に従って購入され、その後製造に配送されます。頻度とモーダルテストは、製造が完了した後に実行され、使用されるテスト方法は最も単純で最も効果的な狙撃テスト方法です。最も関心のあるインデックスは1次軸方向のモーダル周波数であるため、加速度センサーは作業面に取り付けられ、もう一方の端は軸方向に沿って打たれ、ホーンの実際の周波数はスペクトル分析によって取得できます。設計のシミュレーション結果は14925 Hz、テスト結果は14954 Hz、周波数解像度は16 Hz、最大誤差は1%未満です。モーダル計算における有限要素シミュレーションの精度が非常に高いことがわかります。
実験テストに合格した後、ホーンは超音波溶接機の生産とアセンブリに入れられます。反応状態は良好です。この作業は半年以上安定しており、溶接資格率は高く、一般的な機器メーカーが約束した3か月のサービスライフを超えています。これは、設計が成功し、製造プロセスが繰り返し変更および調整されておらず、時間と人材を節約していることを示しています。
4結論
このペーパーは、超音波プラスチック溶接の原理から始まり、溶接の技術的焦点を深く把握し、新しいホーンの設計概念を提案します。次に、有限要素の強力なシミュレーション関数を使用して設計を具体的に分析し、DFSSの6シグマ設計のアイデアを紹介し、ANSYS DOE実験設計とPDS許容分析を通じて重要な設計パラメーターを制御して、堅牢な設計を実現します。最後に、ホーンは一度に成功裏に製造され、実験頻度テストと実際の生産検証により、設計は合理的でした。また、この一連の設計方法が実現可能かつ効果的であることを証明しています。