数ブラウズ:10 著者:サイトエディタ 公開された: 2019-07-19 起源:パワード
超音波ストレス緩和の効果は何ですか
アーク溶接プロセスを使用したジョイントの場合、溶接のつま先の欠陥は避けられません。溶接のつま先の欠陥は溶接に平行で、溶接とベースメタルの間にあります。この応力濃縮欠陥とHAZの粗粒ゾーンと横方向の残留応力は、関節が横方向にひびが入っているリスクの高いゾーンを構成します。米国AWSD1.1鋼構造の仕様は明確にされています。ハンマーリングとローリングを使用して残留ストレスを軽減することができ、滑らかなつま先、機械加工、またはティグリメルティングプロセスを使用して、つま先の欠陥を除去して溶接のつま先の亀裂確率を減らすことができます。プロジェクトチームは、ウクライナのパトン溶接研究所によって提案された超音波衝撃プロセスを使用して、溶接の外面で超音波ショック治療を行いました。一方では、溶接のつま先の応力濃度欠陥を変える可能性があり、一方では、表面の引張応力は衝撃降伏によって引き起こされます。圧縮応力になります。内部欠陥のない関節の場合、引張応力の条件下では、表面の欠陥は、最初に残留応力、作業ストレス、ストレス集中、腐食環境の下で生成され、亀裂が内側に膨張し、故障の故障を引き起こします。超音波の衝撃は、30,000回 /秒の周波数のポイント衝撃を介して「キル」表面欠陥を実行し、衝撃表面の収量により圧縮応力を生成し、それにより、引張ストレス損傷を抑制する能力を効果的に改善することができます。 A105鋼テストシリンダーに対する超音波ショックの効果を表1に示します。テスト部位を図1に示します。
図1A105鋼溶接シリンダーボディの溶接残留応力は、超音波衝撃によって排除されます[30]
σmax1 | σmax2 | σmax3 | σmin1 | σmin2 | σmin3 | |
溶接後 | 310 | 219 | 267 | 54 | -3 | 45 |
超音波衝撃の後 | -27 | -84 | -98 | -105 | -124 | -142 |
ストレスの変化値 | 337 | 304 | 365 | 159 | 120 | 187 |
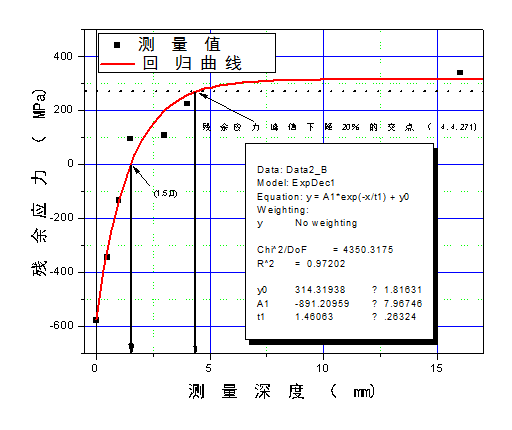
図2衝撃後の測定点の応力
変化の推定曲線
分析は、20%を超えるストレス緩和の効果が、超音波ショックによって表面から4 mm以内で得られることを示しています。応力レベルの観点から見ると、平均厚さも約3%減少させることができます。



