数ブラウズ:27 著者:サイトエディタ 公開された: 2019-09-11 起源:パワード
複合加工とは、ワークピース材料を処理するために、処理サイト上の2つ以上の異なるタイプのエネルギーの組み合わせを指します。処理方法の1つが超音波処理である場合、それは超音波複合処理と呼ばれます。現在、最も広く使用されているのは、超音波EDMおよび超音波電気化学機械加工です。
1。超音波EDM複合加工
電極とワークは、特定の微小圧力と接触したDC(パルス)電圧に接続されており、それらの間にマイクロアブラジー粒子を含む絶縁作業培地(例:絶対エタノール)が追加されます。ツール電極は超音波周波数によって振動され、パルススパーク放電が生成されます。電極とワークピースの間には最小のギャップがあります。これは、単一の研磨粒子の直径についてです。最小ギャップの役割により、短絡排出を効果的に回避できます。電極とワークピースの間のギャップがDelta△maxよりも小さい場合、Micro-EDMが生成されます。火花分泌物のギャップでは、超音波キャビテーションとポンピングは、電解質を効果的かつタイムリーに除去し、作動液循環を加速し、ギャップ放電の状態を改善し、アーク放電を効果的に回避し、効果的なパルス比を改善し、処理の精度と表面の質を改善することができます。このプロセスは、硬い金属材料と丈夫な金属材料の微細構造処理に適しています。高周波パルス電源を使用すると、排出周波数が減少し、超音波の効果はより明白であり、これは処理の精度と表面の品質を改善するためにより助言的ですが、効率は低下します。

2。超音波電分解化合物加工
超音波電解とマイクロファブリケーション原理を組み合わせた。低電圧(1-5 V)、低濃度のパッシベーション電解質(5%NANO3水溶液など)、微小電流電解、非常に薄い厚さの電解不動態化フィルム、およびワークピース表面のはるかに低い強度が生成される可能性があるため、低電流密度電解を防ぐことができます。ある種
超音波周波数の振動とパルス電流を導入した後、衝撃削減、高周波振動衝撃波、研磨粒子の負の圧力キャビテーションは、パッシブフィルムを効果的に排除し、時間内にギャップ領域の電解産物を排除し、電気分解を改善および強化し、処理プロセスを持続可能にします。

1。深い小さな穴の処理
誰もが知っているように、同じ要件と処理条件の下で、処理穴は処理軸よりもはるかに複雑です。一般的に言えば、穴処理ツールの長さは常に穴の直径よりも大きく、これは切断力の作用下で変形する傾向があるため、処理の品質と効率に影響します。特に、マシンが困難な素材の深い穴の掘削の場合、多くの問題があります。たとえば、切断液が切断ゾーンに入ることは困難であり、それにより高い切断温度が生じます。最先端は速く摩耗し、チップの蓄積腫瘍を引き起こし、チップの除去を困難にし、力を切断する力が増加します。その結果、処理効率と精度が低下し、表面の粗さの値が増加し、ツールの寿命が短くなります。超音波処理は、上記の問題を効果的に解決できます。
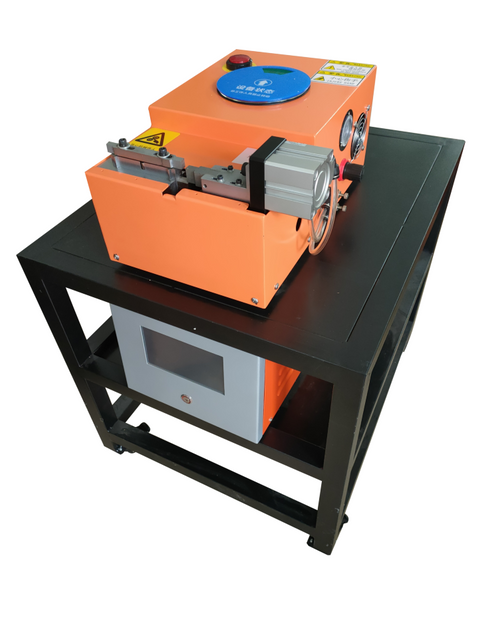
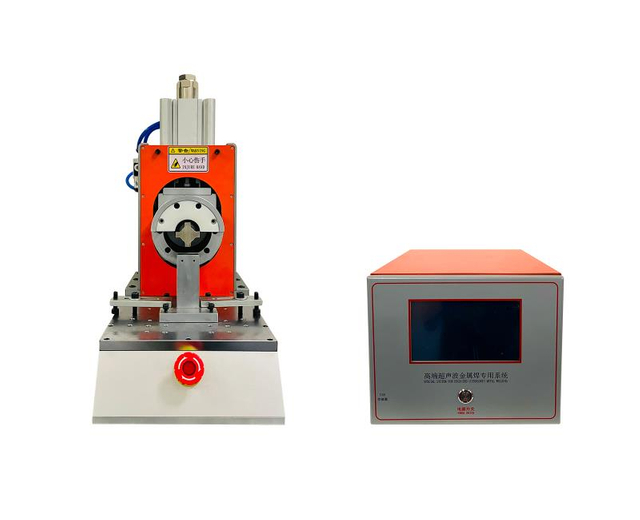
超音波とEDMを組み合わせた新しい4軸EDMデバイスは、超音波振動をTi合金ディープホールの精度EDMに導入することにより開発されました。 EDMプロセスに対する超音波振動の効果が研究されました。実験結果は、デバイスがTI合金で<0.2 mmおよび<15の深さ直径比で深い穴を処理できることを示しています。
2。ダイとキャビティの描画の研削と研磨
多結晶ダイヤモンド描画ダイの超音波研磨技術は、国内外で広く使用されており、超音波研磨の新しい方法と装備が出現しています。北京電気機械加工研究所(BEM)は、超音波周波数シグナル変調高度EDMパルス電源と超環境ダイヤモンド描画の描画の研磨のための超音波パルス電源と超音波加工の組み合わせによって特徴付けられる、スーパーハードツール材料のEDM-Ultrasonic Composite研磨の方法を提案しました。このテクノロジーは特許を取得し、生産に適用されています。
3.充電が困難な材料の超音波加工
硬くて脆い金属および非金属材料がますます広く使用されています。特に、硬度、耐摩耗性、高温抵抗、良好な化学的安定性、非酸化、耐食性の利点があります。ただし、エンジニアリングセラミックなどのマシンが困難な素材の非常に高い硬度と脆性により、形成することは非常に困難です。特に、アプリケーションとプロモーションを深刻に妨げる形成穴の処理です。ある種
ただし、通常の多結晶ダイヤモンド(PCD)のラッピングへの超音波振動の導入により、ラッピング効率が大幅に向上します。 PCD材料の微細構造と除去メカニズムの分析に基づいて、PCD超音波振動ラッピングマシンが開発されています。