

 |














| 頻度: | |
|---|---|
| 振動の振幅(a): | |
| ギャップオーバーカット : | |
| 数量: | |


M20-R
Rps-sonic
M20-R
導入
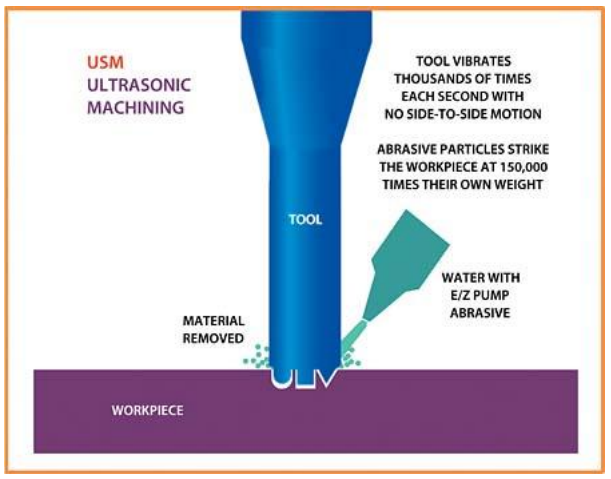
ロータリー超音波振動機械加工では 、垂直振動ツールは、ツールの垂直中心線を展開することができます。研磨 スラリーを使用して 材料を除去する代わりに、ツールの表面には、 部品の表面を 粉砕するダイヤモンドが含浸されています。回転式超音波マシンは 、ガラス、 石英、構造セラミック、Ti-alloys、 アルミナ、 炭化シリコン などの高度なセラミックと合金の機械加工に特化しています。 ロータリー超音波マシンは、高レベルの精度で深い穴を生成するために使用されます。
ロータリー超音波振動機械加工は、比較的新しい製造プロセスであり、依然として広範囲に研究されています。現在、研究者はこのプロセスをマイクロレベルに適応させ、マシンが 製粉機と同様に動作できるようにしようとしています。
ロータリー超音波加工技術は、エンジニアリングセラミックを処理するための効果的な方法の1つですが、複雑な空洞セラミック部品の処理におけるアプリケーションを大幅に制限する、複雑なツール製造や加工中の深刻なツール摩耗などの問題があります。ミリングカッターのような単純なツールでの回転超音波形成は、近年、超音波波の複雑な空洞の機械加工を解くための実行可能な方法です。
超音波加工のパラメーター:
超音波振動機械加工法は、困難なトマシン材料の効率的な切断技術です。 USMメカニズムは、これらの重要なパラメーターの影響を受けていることがわかります。
ツール振動の振幅(A0)
ツール振動の頻度(F)
ツール材料
研磨剤の種類
研磨剤の穀物サイズまたはグリットサイズ - D0
フィード力-F
toolツールの接触エリア - a
水のスラリー中の研磨剤の体積濃度 - C
corws硬度に対するワークピースの硬度と硬度の比率。 λ=σw/σt
| アイテム | パラメーター |
| 研磨剤 | 炭化ホウ素、酸化アルミニウム、炭化シリコン |
| グリットサイズ(D0) | 100〜800 |
| 振動の頻度(f) | 19〜25 kHz |
| 振動の振幅(a) | 15-50 µm |
| ツール材料 | ソフトスチールチタン合金 |
| 摩耗率 | タングステン1.5:1とガラス100:1 |
| ギャップオーバーカット | 0.02-0.1 mm |
特徴:
簡単なインストール
真のコールドカットのために処理される材料の表面の完全性を改善する
ツール処理中の切断抵抗を減らし、機械加工された材料の表面の残留応力を減らします
高速機械処理は、低速機械アプリケーションの機械加工効率を改善するために使用できます
カスタマイズされたJT、BT、HSK、ストレートシャンク、およびユーザーの工作機械スピンドルに応じたその他の仕様
ガラス、セラミックランプなどの硬くて脆い材料に適しています。材料の処理はより困難です。
導入
ロータリー超音波振動機械加工では 、垂直振動ツールは、ツールの垂直中心線を展開することができます。研磨 スラリーを使用して 材料を除去する代わりに、ツールの表面には、 部品の表面を 粉砕するダイヤモンドが含浸されています。回転式超音波マシンは 、ガラス、 石英、構造セラミック、Ti-alloys、 アルミナ、 炭化シリコン などの高度なセラミックと合金の機械加工に特化しています。 ロータリー超音波マシンは、高レベルの精度で深い穴を生成するために使用されます。
ロータリー超音波振動機械加工は、比較的新しい製造プロセスであり、依然として広範囲に研究されています。現在、研究者はこのプロセスをマイクロレベルに適応させ、マシンが 製粉機と同様に動作できるようにしようとしています。
ロータリー超音波加工技術は、エンジニアリングセラミックを処理するための効果的な方法の1つですが、複雑な空洞セラミック部品の処理におけるアプリケーションを大幅に制限する、複雑なツール製造や加工中の深刻なツール摩耗などの問題があります。ミリングカッターのような単純なツールでの回転超音波形成は、近年、超音波波の複雑な空洞の機械加工を解くための実行可能な方法です。
超音波加工のパラメーター:
超音波振動機械加工法は、困難なトマシン材料の効率的な切断技術です。 USMメカニズムは、これらの重要なパラメーターの影響を受けていることがわかります。
ツール振動の振幅(A0)
ツール振動の頻度(F)
ツール材料
研磨剤の種類
研磨剤の穀物サイズまたはグリットサイズ - D0
フィード力-F
toolツールの接触エリア - a
水のスラリー中の研磨剤の体積濃度 - C
corws硬度に対するワークピースの硬度と硬度の比率。 λ=σw/σt
| アイテム | パラメーター |
| 研磨剤 | 炭化ホウ素、酸化アルミニウム、炭化シリコン |
| グリットサイズ(D0) | 100〜800 |
| 振動の頻度(f) | 19〜25 kHz |
| 振動の振幅(a) | 15-50 µm |
| ツール材料 | ソフトスチールチタン合金 |
| 摩耗率 | タングステン1.5:1とガラス100:1 |
| ギャップオーバーカット | 0.02-0.1 mm |
特徴:
簡単なインストール
真のコールドカットのために処理される材料の表面の完全性を改善する
ツール処理中の切断抵抗を減らし、機械加工された材料の表面の残留応力を減らします
高速機械処理は、低速機械アプリケーションの機械加工効率を改善するために使用できます
カスタマイズされたJT、BT、HSK、ストレートシャンク、およびユーザーの工作機械スピンドルに応じたその他の仕様
ガラス、セラミックランプなどの硬くて脆い材料に適しています。材料の処理はより困難です。





















