数ブラウズ:24 著者:サイトエディタ 公開された: 2019-09-30 起源:パワード
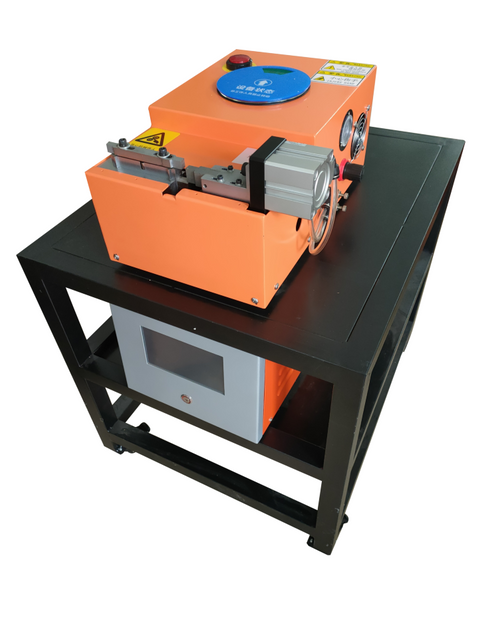
超音波溶接機は 、振動回路を介してトランスデューサーから機械エネルギーへの高周波信号を振動させます。エネルギーは、溶接ヘッドを介してワークピースに送信されます。 1秒あたり数十万の振動と圧力により、ワークピースの関節表面は重度の摩擦後に溶けます。振動後にワークピースに維持された一時的な圧力は、分子結合によって2つの溶接全体を固めます。
u の利点:ltrasonic溶接機
1.火花溶接、環境保護、安全性はありません。
2。寒冷処理に近い、ワークピースのアニーリングなし、ペントキシドの痕跡。
3。高融合強度、非溶融溶接材料、非ゆるい金属特性。
4.超音波溶接は高速で、各溶接時間は0.01〜9.99秒です。
5。溶接された金属表面、酸化、または電気めっきの低い要件を溶接することができます。
6.超音波強度は、大きな緊張と高圧に耐えることができます。
7。経済的、コスト削減、労働力、ネジなし、接着剤。
8.製品の品質は、漏れ、ガス漏れ、ガスの緊張、その他の超音波溶接効果を達成できません。
さまざまな周波数によれば、超音波溶接は40kHz、35kHz、28kHz、20kHz、15kHzに分割できます。超音波溶接の異なる周波数の違いは次のとおりです。
1。異なる用途
周波数が高いほど、振幅が小さくなり、対応する電力が小さくなります。そのため、高周波(40kHz/35kHz)溶接機を使用して、小さなサイズと精度でプラスチック部品を溶接します。 28kHz溶接機は、主にハンドスポット溶接機に使用されます。 20kHz/15kHz超音波溶接機は、大きく複雑なプラスチック部品を溶接するために使用されます。
2。のさまざまなサイズ 超音波型
半波溶接ヘッドは、超音波ダイの最も一般的なタイプです。異なる周波数超音波溶接機のダイサイズは異なります。 40Kダイ(7cm)、35kHzダイ(8cm)、28kHzダイ(10cm)、20kHzダイ(13cm)、15kHzダイ(17cm)。超音波型の長さを測定することは、周波数を判断するための重要なインデックスの1つでもあります。
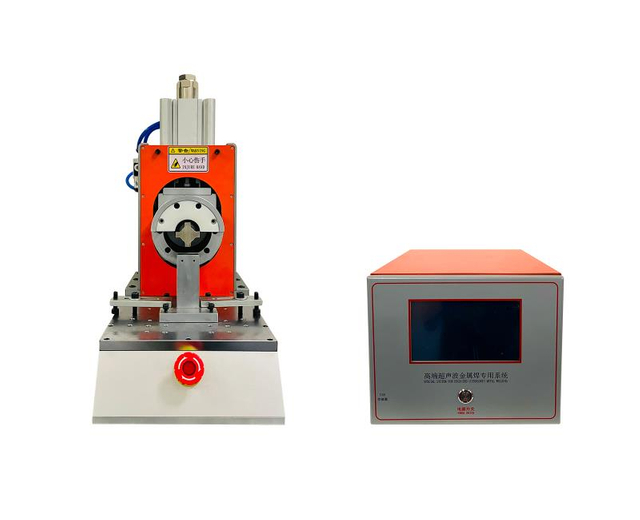
3。異なる構造
高周波溶接機(40 kHz、35 kHz、28 kHz)の音産生構造は分割されています(トランスデューサー +ホーンは単一のコンポーネントです)、デスクトップ超音波溶接機(20 kHz、15 kHz)が統合されています(トランスデューサー +ホーンは全成分です)。