数ブラウズ:88 著者:サイトエディタ 公開された: 2024-01-17 起源:パワード
超音波はんだ付けは、フラックスを必要としないはんだ付け方法であり、従来のはんだ方法に比べてより環境に優しいと考えられています。化学物質を使用するのではなく、振動とキャビテーションの現象を介して、はんだ表面から表面酸化物層を除去します。
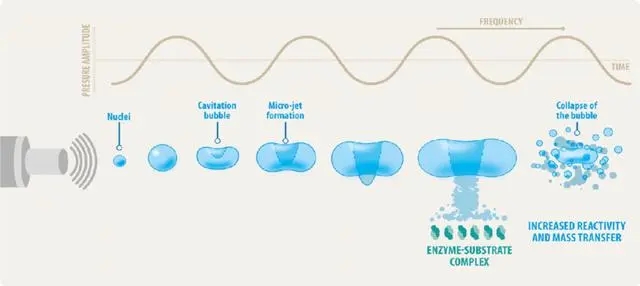
超音波はんだ付け技術は、振動を使用して熱を生成し、結合している成分を溶かすため、超音波プラスチック溶接とは異なります。超音波はんだ付けの根本的な原理は、振動エネルギーが水浴や洗浄溶媒のキャビテーションを誘発する超音波洗浄のプロセスに似ています。液体培地に浸された部分は、キャビテーション気泡の強力な侵食作用によって徹底的に洗浄されます。
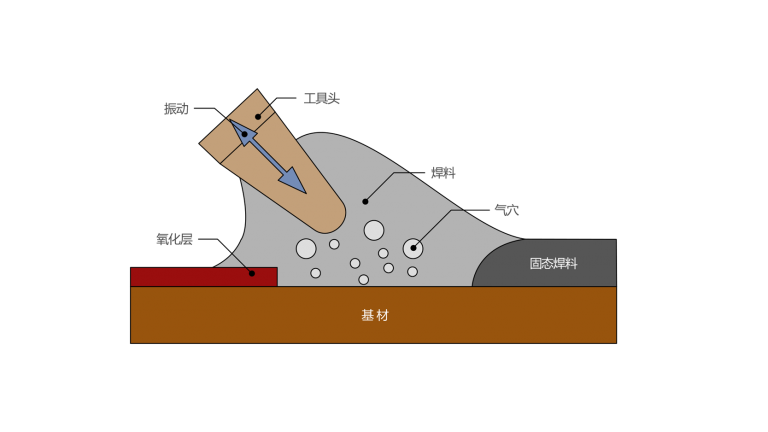
超音波はんだ付けプロセス中、別のエネルギー源からの熱は、振動エネルギーを塗布する前にはんだを溶かします。溶融んだはんだは、超音波振動の音響透過媒体として作用します。高頻度の振動エネルギーが溶融んだはんだに適用されると、はんだ付けツールの先端で制御された音響キャビテーションが発生し、表面酸化物を破壊して分散します。キャビテーションの微小なものが破裂し、表面全体をきれいにし、液体はんだを濡れて純粋な金属と結合させます。
振動は、振動エネルギーが液体はんだを強制し、基本材料の隙間と微小孔に浸透するため、はんだ接合部に隙間がないことも保証します。コンポーネントを密封するのに役立ち、はんだが結合するために利用可能な表面積を増加させます。超音波振動は、液体はんだから泡を押し出すこともあり、この方法は高環境環境で密閉されたジョイントを必要とするアプリケーションに適しています。
超音波はんだ付けにより、さまざまな材料の結合が可能になり、従来の方法を使用してはんだ付けが困難な材料に使用できます。フラックスは不要であるため、ユーザーは腐食を減らし、はんだ付けのジョイントの耐久性を改善しながら、フラックス残基の洗浄に関連する時間とコストを節約できます。
超音波はんだ付け方法は、手動のはんだ付けするためのハンドヘルド超音波のはんだ鉄デバイスを使用して、超音波のはんだ付け機と組立ラインに統合されているため、便利に実行できます。
ガラス、セラミック、ステンレス鋼、アルミニウム溶接
長年にわたるガラス金属結合に関する広範な研究において、日本のエンジニアは、Cerasolzer(はんだ線)と呼ばれる特別なはんだ合金を開発してきました。このアクティブなはんだ合金は、超音波はんだ付け方法と連携するように特異的に処方され、一般的に使用される銀のはんだ付け、インジウムろう付け、モリブデン - マンガン語、および樹脂結合方法に代わるユニークな結合能力を持っています。セラソルツァーは、直接金属間結合に加えて、化学結合(ガラス基板)を形成します。合金は、標準的なはんだ合金(鉛/スズ)と同じ一次成分で構成されていますが、酸素、チタン、シリコン、ベリリウム、希土類などの少量の元素も含まれています。
はんだ付けプロセス中、これらの追加の要素は周囲の酸素と結合して、ガラス、セラミック、アルミニウム、ステンレス鋼、導電性酸化物、以前は展開できないと考えられていた他の多くの基質を含むさまざまな材料と化学的に結合する酸化物を形成します。得られた酸化物ははんだ付けされた基質と強く結合し、界面で堅牢な化学結合(RO)を形成します。
したがって、結合装置の周囲の空気の代わりに不活性ガス(窒素など)を使用して酸素が効果的に排除されると、セラソルツァーの接着強度が損なわれます。適切な結合臨界酸素濃度は約2%であることがわかります。セラソルツァー合金の融解温度は155〜297°Cの範囲であり、超音波振動のため、はんだ付け方法は無流量です。実際、超音波はんだ付け方法がフラックスとともに使用される場合、酸素結合を破壊し、はんだ付けプロセス全体を妥協するため、使用するべきではありません。
応用
製造ガラス製品
コーティング/金属化光レンズ
ガラスおよびセラミック基板上に電極を作成します
自動車のリアウィンドウの溶接加熱接点
はんだ超伝導器、コンポーネント、およびセラミック部品
真空シーリングガラスチューブと接着ハードウェアフィッティング
光ファイバーガラスのシーリング(メタルバンディング)
太陽電池のフロント/バック接点への接着電極(結晶、薄膜)
金属ガラス、LCDガラス、クリスタル発振器、ハイブリッド積分回路リードの接着結合(ダイアタッチ)
基本的な超音波はんだ付け方法
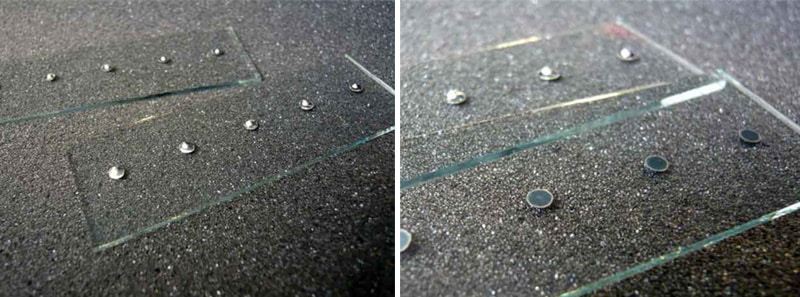
ガラス、セラミック、または金属酸化物にセラソルツァーのはんだを塗布する場合、はんだと基質の間に十分な接触が必要であり、基質表面と柔らかいはんだの間の境界に存在する小さな泡を除去する必要があります。超音波振動は、非常に短い時間内に境界領域の空気層を排除し、バブルフリーで一貫したはんだジョイントをもたらします。基板の熱吸収が高い場合、適切なはんだ状態を維持するために、ホットプレートなどの補助熱源を使用する必要があります。
推奨されるアプローチは、鏡のような反射面に似た、確立された境界領域として逆側が機能する透明なキャリアガラススライドにCerasolzerを適用することです。
2段階の方法(前溶解 +ボンディング):
最初のステップでは、セラソルツァーは、高温と超音波振動を使用して超音波のはんだ鉄の先端に供給され、基板(ガラスなど)にコーティングされます。次に、従来のはんだのセラソルツァーを使用して、金属成分、ワイヤー、ストリップなどを前溶解エリアに使用します。
ワンステップ方法(直接はんだ付け):
セラソルツァーが金属とガラス、セラミック、または金属酸化物の間に挟まれている場合、超音波振動が金属に直接作用します。結合は非常に短い時間内に達成されます。この方法で提供されるパフォーマンスは、以前の方法よりもわずかに低いです。
ディッピング方法:
浸漬方法は、大規模な表面コーティングに理想的な手法です。セラソルツァーはんだは、超音波バイブレーターで特定のはんだポットで溶けます。柔らかいはんだの表面が超音波振動のために波紋を形成すると、コーティングされた部分は水に浸され、できれば超音波ディップはんだ付け装置を使用します。
パラメーター
周波数60 kHzパワー100W
冷却空気冷却最大温度500℃
保護エンベロープポンププラスチックパワーデジタルジェネレーター