
















 |






















M20
Rps-sonic
M20
導入
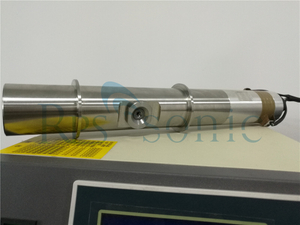
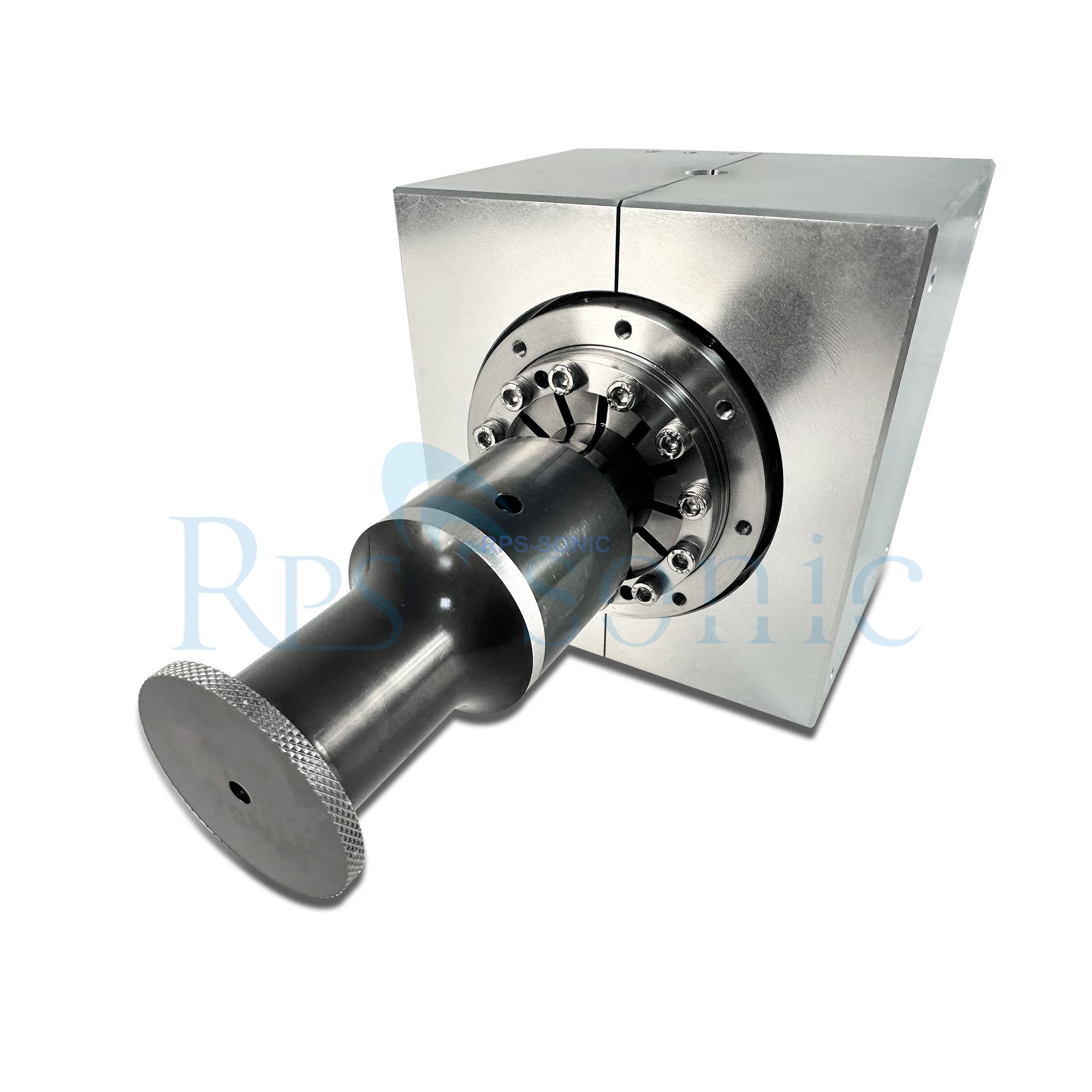
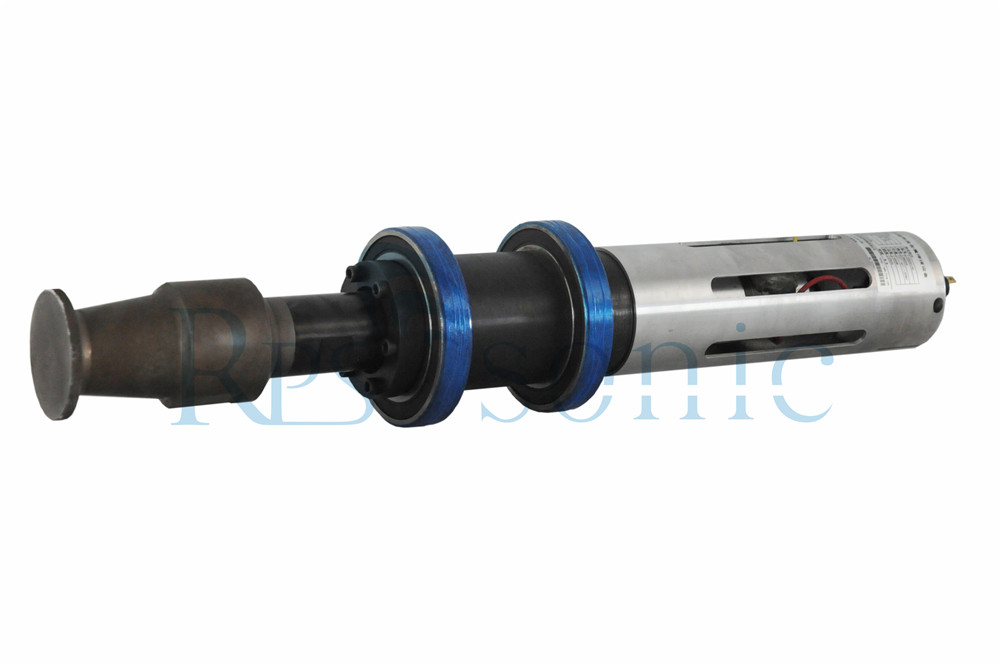
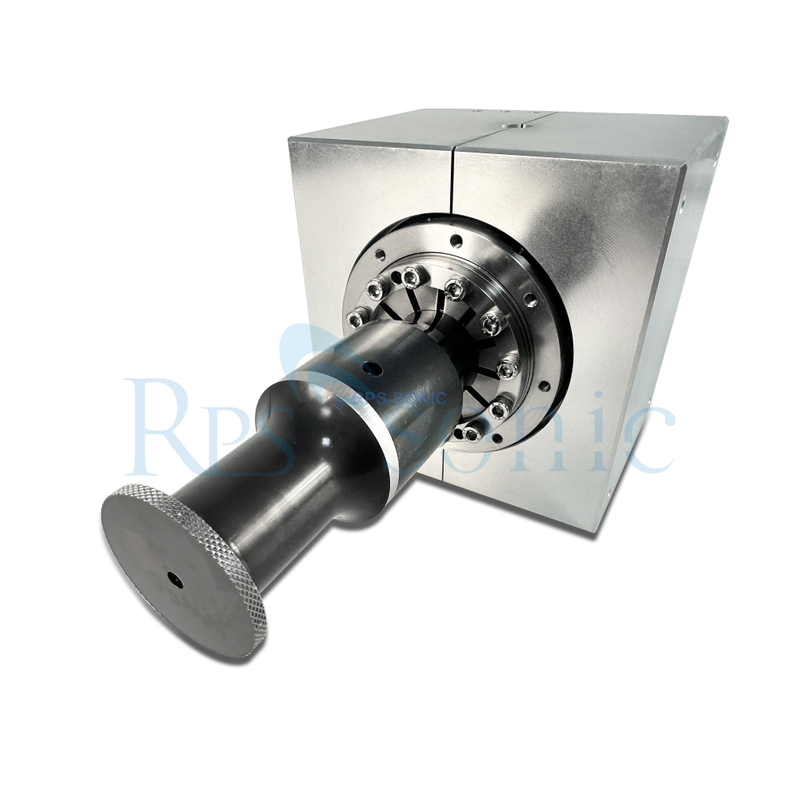
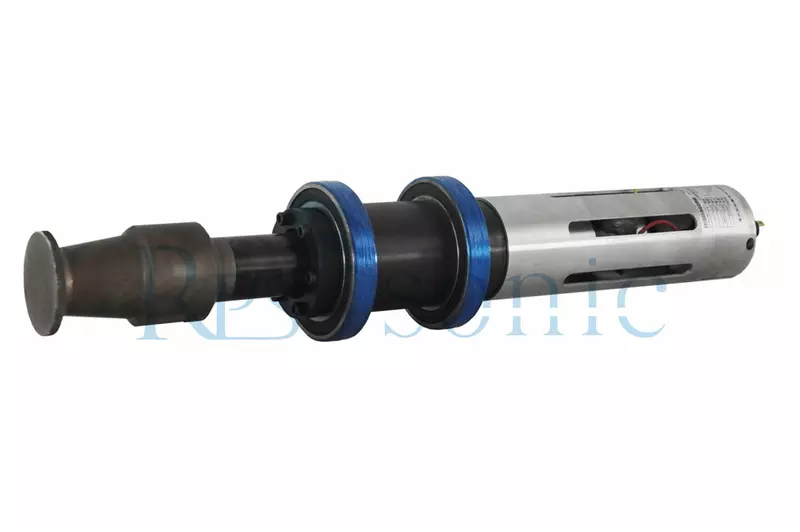
20kHz超音波アルミニウムフォイルロール溶接金属溶接は、超音波発電機 +連続ローリング溶接ホーンで構成されていました。
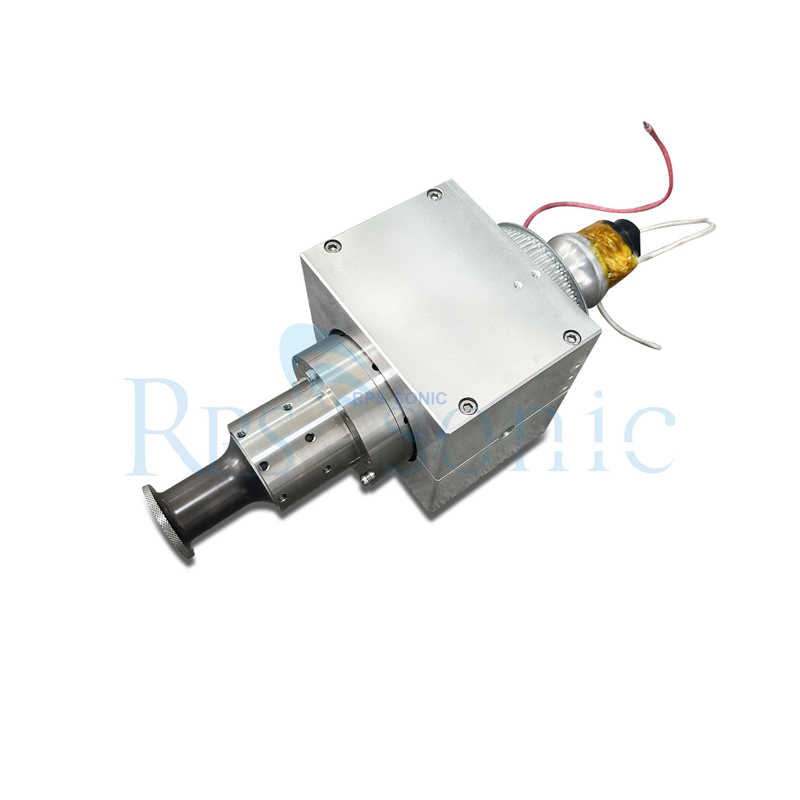
特別な銅およびアルミニウムチューブクランプ金型であるフィクスチャは、さまざまなサイズの銅またはアルミニウムチューブに適応できます。銅またはアルミニウムシートプレス装置; Tool Head(溶接ヘッド)の下降空気圧装置。サーボ精度制御システム(コントロールモーター横方向 +溶接角が回転します。高周波振動は超音波システムを介して伝達され、特定の圧力がシリンダーを介して適用され、超音波波を2つのオブジェクトに送信して溶接して最高品質の溶接効果を実現します。
パラメーター:
| アイテム | パラメーター |
| 頻度 | 20kHz |
| 力 | 3000W |
| 振動の振幅(a) | 15〜25 µm |
| ツール材料 | ステンレス鋼 |
| 溶接幅 | 最大3mm |
応用
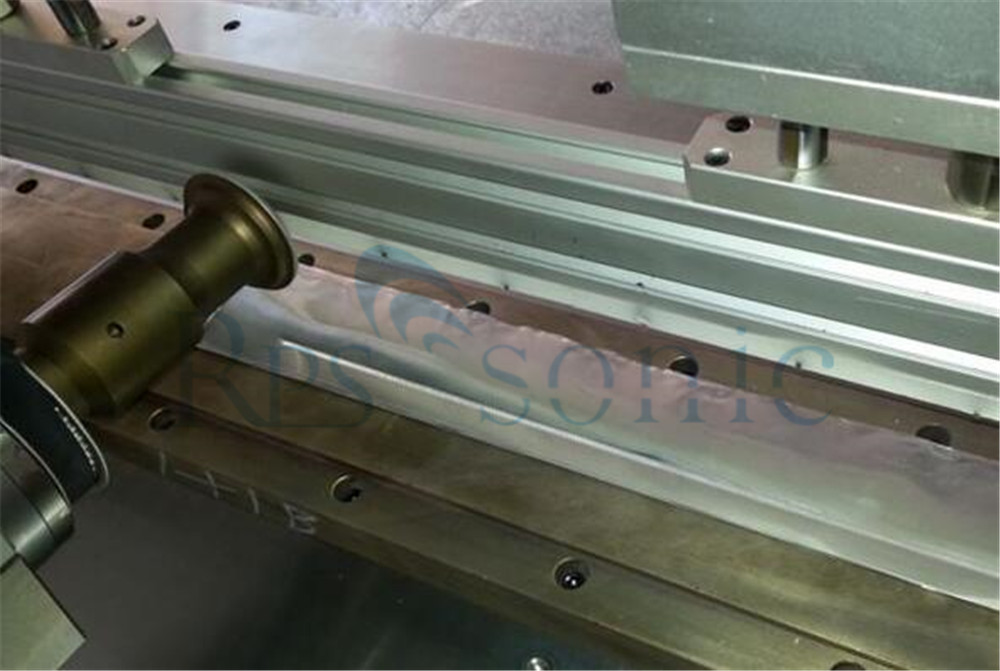
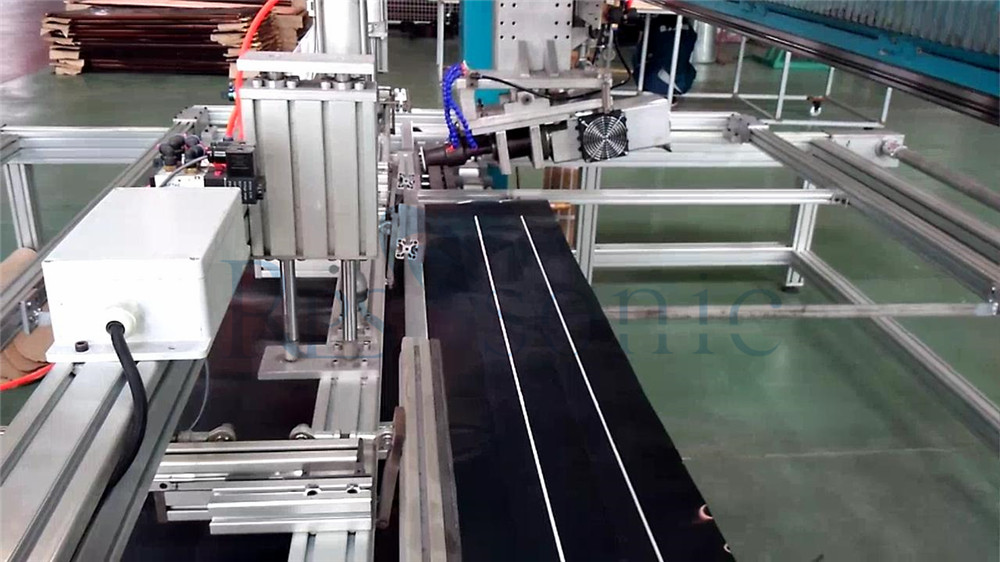
20kHzの超音波アルミニウムフォイルロール溶接金属溶接機器は、機器のガントリーに超音波溶接システムを設置します。溶接システムはガントリーでX軸の動きを実行し、ガントリーの下のワークベンチはy軸方向に動きます。幅は1〜2メートルの製品溶接です。
超音波ソーラー金属溶接機は、超音波金属溶接技術による金属シート、金属箔、金属チューブの溶接に使用されます。ソーラーコレクター、ソーラーコレクター、ソーラーパネル、アモルファスシリコンソーラーパネル、銅板に適用されます。銅管、銅および銅管、銅と銅のチューブ、アルミニウムおよび銅のチューブ、アルミニウムプラスチック複合チューブ、加熱チューブ、銅とアルミニウムの溶接、アルミニウム調理済みシート処理、太陽フラットフィン、電気暖房器具、溶液加熱材など。

導入
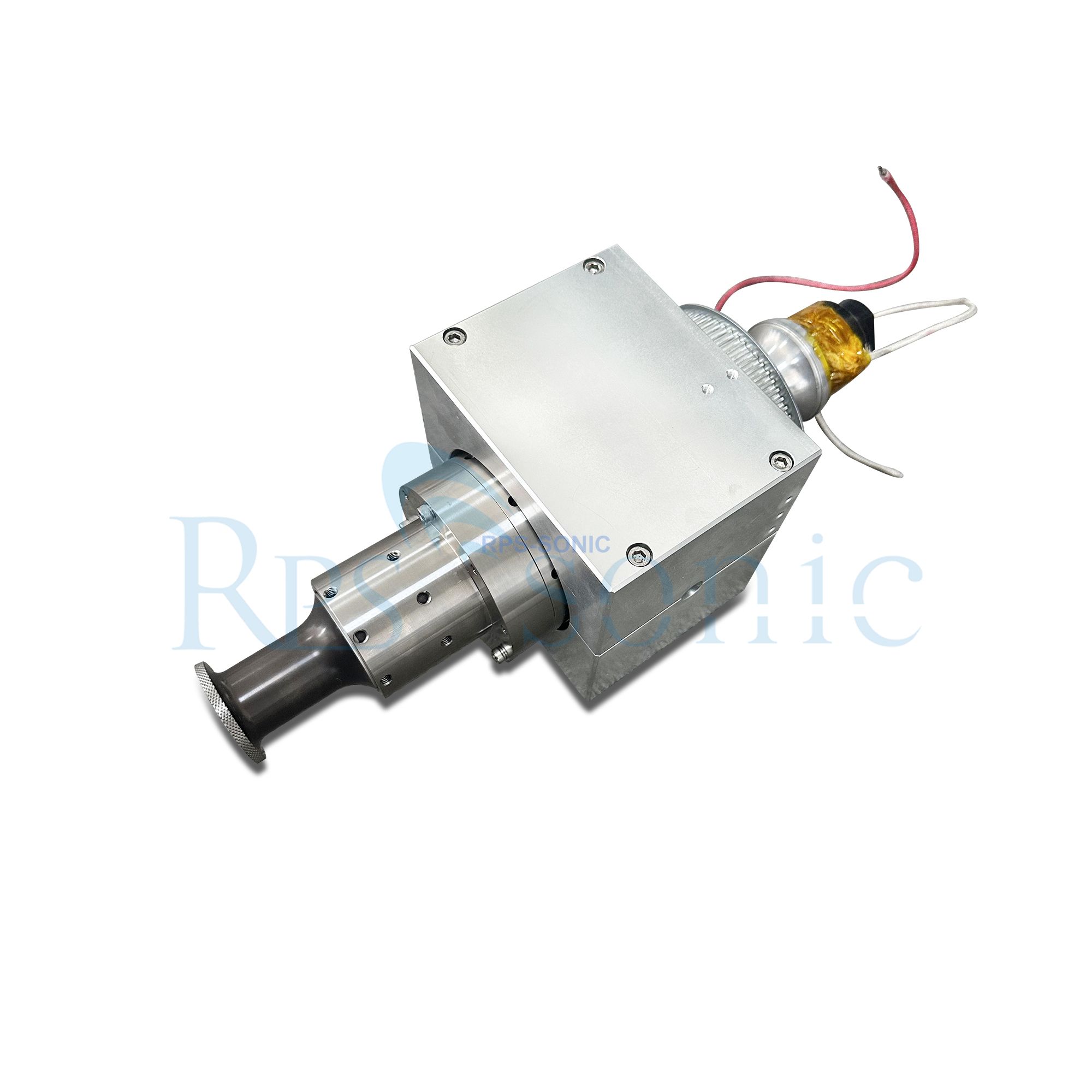
20kHz超音波アルミニウムフォイルロール溶接金属溶接は、超音波発電機 +連続ローリング溶接ホーンで構成されていました。
特別な銅およびアルミニウムチューブクランプ金型であるフィクスチャは、さまざまなサイズの銅またはアルミニウムチューブに適応できます。銅またはアルミニウムシートプレス装置; Tool Head(溶接ヘッド)の下降空気圧装置。サーボ精度制御システム(コントロールモーター横方向 +溶接角が回転します。高周波振動は超音波システムを介して伝達され、特定の圧力がシリンダーを介して適用され、超音波波を2つのオブジェクトに送信して溶接して最高品質の溶接効果を実現します。
パラメーター:
| アイテム | パラメーター |
| 頻度 | 20kHz |
| 力 | 3000W |
| 振動の振幅(a) | 15〜25 µm |
| ツール材料 | ステンレス鋼 |
| 溶接幅 | 最大3mm |
応用
20kHzの超音波アルミニウムフォイルロール溶接金属溶接機器は、機器のガントリーに超音波溶接システムを設置します。溶接システムはガントリーでX軸の動きを実行し、ガントリーの下のワークベンチはy軸方向に動きます。幅は1〜2メートルの製品溶接です。
超音波ソーラー金属溶接機は、超音波金属溶接技術による金属シート、金属箔、金属チューブの溶接に使用されます。ソーラーコレクター、ソーラーコレクター、ソーラーパネル、アモルファスシリコンソーラーパネル、銅板に適用されます。銅管、銅および銅管、銅と銅のチューブ、アルミニウムおよび銅のチューブ、アルミニウムプラスチック複合チューブ、加熱チューブ、銅とアルミニウムの溶接、アルミニウム調理済みシート処理、太陽フラットフィン、電気暖房器具、溶液加熱材など。






















